


Questions & Answers
Have a Question?
-
Your combo kits don't specify whether they are standard NEMA motors. I need Nema 34 with a .375 shaft diameter. Which 3 axis kit work for these requirements?
We currently do not have any Nema motor's with a .375"/3/8" shaft diameter. The motors in stock 100 oz, 425 oz, with a 1/4" input shaft. Our 651 oz, with a 1/2" input shaft.
-
Will the new 100W and 130W lasers to be implemented for the very large vertical cutter feature the same lenses and mirrors as the 80 watt system? Will they feature the same focal distance and depth of field?
The mirrors should be kept identical.
-
will 220v vfd work on 110v outlet
No, VFDs with an input voltage of 220v will only work on 220 volt mains. Additional Information: Yes.. it will work. Get a 110V single phase to 220V three phase VFD. Like the https://www.invertekdrives.com/variable-frequency-drives/datasheets/ODE-3-210058-1042.
-
Why doesn't the diagnostic show these bits changing, even though the handcontroller and buttons signals are making it thru to the manage plugins page, while Mach3 is running.
Are you using a pendant that is plugged into the pendant connector of the Mach3 USB board? What is the pendant manufacturer? Or are you using a wireless pendant that requires a different plug-in? Thanks Additional Information: Hi, thanks for the reply. Here's a little background first. I'm running Mach3 on a Lenovo X220 laptop, with Windows 7 Pro. The interface board is RnRMotion USB Card STB4100, the newer version with a 10 pin IDC connector for the hand controller. I built the hand controller/MPG from scratch, as I have many times before on different projects. I Teach Computer Engineering at SUNY in New York. It consists of several push button switches and an MPG (which uses two pull-up resistors). I saw that IN1-4 had built in pull ups shown in the boards literature. The switches and MPG are working fine, at least to the point of making some switch actions visible in Mach 3. These are the X,Y,Z,X10,X100. The check boxes in manage plugins window, show the states changing, but no where else in Mach3. The boxes in that panel were grayed out, but still responded to the switches. There are no indicators for the MPG that I could find. This leads me to suspect software and drivers. I am confused about the Pin and port numbers. Mach3 has defaults to 0 or numbering reflecting the old pin numbering, that would be bogus considering the USB interface would make those obsolete. I did see places where The USB board controller was assigned to port 3. Many of the pins are never numbered, yet were supposed to be enabled. Now, I have tried some many solutions that I might have an unusable setup. This brings me to another question concerning the license I purchased. The version of Mach3 that was loaded when I got my license was very old, and I wonder if it has been corrupted. Can I download a fresh version of Mach3, will that license work or are there special instructions to do so? Can I transfer the license to an older XP machine? I'd rather not since that machine isn't portable. To your question about the controller, I'm using a 10 wire cable directly to the USB board. It isn't wireless. I do have control of the motors. I can load G-code and the axis motors run as expected. I suspect and addressing problem or incorrect setup. I Teach Computer Engineering at SUNY in New York. I hope this provides enough info to affect a quick resolution with your help. Thanks for your help in advance. J. Caretti
-
Where are the previously asked questions?
The recently answered questions have be reworked to show the last 100 questions. To show a more concise view of the questions and answers, only the question is shown and you can hover of the questions to see the answer.
-
When will 100W or 130W lasers be available for the vertical laser system? What will be the price point? Ballpark figures at least, please.
100W and 130W lasers and power supplies can be equipped now, but we will have to special order them. Price point for the 100W will be estimated $150-$200 more than the 80W, and 130W $250-$300 more.
-
When using the laser controller, what does "engrave beyond border limit" mean?
LaserCAD: Engrave beyond border limit. This is caused by a sweeping motion that is too fast and where the acceleration is too slow. My recommended action would be to keep the acceleration the way it is and slow down the speed of the engrave sweeping motion. I typically use around 200-300 mm/sec and make sure that the axis sweep motion is the nozzle along the gantry, not the gantry itself. The gantry will have too much inertia to sweep, but the nozzle is very light and can sweep very quickly. Specifically, what is happening with the engrave beyond border limit is where that axis is not able to slow down fast enough to not hit the border. For instance, imagine a car going 100 mph and it needs to stop within 30 feet. This would not be possible because the deceleration is not high enough. Additional Information: Why always showing trigger limits when starting Additional Information: Why always showing trigger limits when starting
-
Whats the maximum recommended speed to lase (engraving not cutting) a shape (say triangle) using the greenBull hybrid?
The feedrate at which to engrave using a CO2 laser will depend on the material, depth of engraving and intensity of the laser output. For instance, if engraving plastic, you can run the machine at a very high feedrate (i.e. 100-500 ipm) and a very low intensity. In converse, anodized aluminum will require high intensity and moderate feedrate. Engraving woods will require fast or slow feedrate and high or low laser intensity depending on the result desired. With the greenBull, be careful with changes in direction at high feedrates as there is a very high amount of inertia with all of the components on the gantry. It is good to test raster vs. vector for some engraving patterns. Additional Information: I should have specified my exact question better. Sorry. Where you say "be careful with changes in direction at high feedrates as there is a very high amount of inertia", what is the maximum allowed acceleration (conversely deceleration) you recommend using.
-
What size of stepper drives the 3/8 acme thread and it's anti backlash nut?
The stepper motor that we currently use for our 3/8" lead screw, is 100 oz-inch motor on our 3D printer machine. But using the correct coupling you may use a 425 oz-inch stepper motor to run with the 3/8" lead screw.
-
WHAT MOTORS DOES THE BLACK TOOTH USE?
Nema 23 stepping motors with 100 oz-in rated holding torque and 1/4" shaft.
-
What metal sheets can I cut with the 80W laser? What thickness, alumium, steel? What about the 100 or 130W upgrades?
Cutting metals with a CO2 laser is nearly impossible with just the laser by itself, no matter what the power. The wavelength that a CO2 laser outputs is not best for cutting metals. However, if you add oxygen as a cutting assist in the cutting process, metals can be cut, but we do not advise this as it is very dangerous.
-
What is travel speed of the blackfoot machine ?? I read in a forum somewhere that it's around 100inches/minute. Is that accurate ??
The jog speed of the blackToe is 1000 - 1500 ipm (inches per minute). I generally set this to about 700 ipm just to be safe and 700 ipm is plenty fast for most scenarios. The cutting speed will depend on the tool (end mill) that you will use for the application, the material being used and whether a spindle or router is used. In a scenario that a spindle is used and cutting relatively hard plywood at 3/4" full depth using an Onsrud 1/4" diameter compression end mill, you can cut at around 100 - 300 ipm. Using a router would be only half the speed and cutting depth due to the poor torque. Additional Information: Additional Information: Additional Information:
-
What is the rpm range of the 2.2kw spindle and inverter?
The VFD is capable of a maximum of 400 Hz frequency. That converts to 24,000 RPM for the spindle. The minimum frequency is 100 Hz which is 6000 RPM. Additional Information: how to program VFD for low speed Additional Information: You can program the VFD for low RPM only if the spindle will function at low speed without failure. What is the model of your VFD?
-
What is the number of pole pairs and rotor inertia for NEMA 23 Stepping motor?
You can find the wiring diagram, and technical specifications for the NEMA 23 motor, on it's product page, found here, https://www.buildyourcnc.com/Item/electronicsAndMotors-nema23-100ozin-newbiehack-motors-stepping_motors-100_ozin There is a datasheet below the product description. This image will expand to be easier visible once clicked on.
-
What is the micro-stepping value of the STB4100?
The Mach3 USB (STB4100) doesn't actually control the microstepping. Each stepper motor driver that connects to the stepper motor had a dip switch setting that you can change your microstepping value. The motion cars simply outputs the number of step pulses that you specify from the computer's control software. For example, if you set the stepper motor driver to move 1 inch with 1600 steps (let's say, the microstepping is 4 for simplicity and is set on the stepper motor driver), the computer's software would tell the motion card to deliver 1600 steps to the driver. The driver then moves the motor accordingly. If you change the stepper motor driver's microsteps to 2, but you maintained the 1600 steps from the computer control software, then the stepper motor would move 2 inches instead of 1 inch. I hope this helps with your microstepping question related to the cnc motion card. Just remember to modify the steps/inch or steps/mm setting in your CNC control software and it corresponds to the setting on the stepper motor driver.
-
What is the difference between the 3 Blacktooth laser packages offered? Specifically, one with/without a computer? Why do I need one? Also, is the $2100 assembled vs the $1700 which is not? What am I paying $400 more for?
If you read the description the first uses a parallel interface for computer hookup. The second uses USB interface for computer hookup. The third utilizes an integrated computer which is built into the package thus you do not need an external computer.
-
what are the wear items besides the end mills and what is the maintenance schedule?
You will need to make adjustments for the v-groove bearing every-now-and -then. Also, you will see wear on the Aluminum rails, however, you want this wear to occur because it is cold-rolling the rails for strength. So, overtime you want to evenly distribute the wear on the rails. So, you will need to make sure that you make adjustments to your cuts on the table. For a week you might want to cut in the upper right quadrant of the table, then cut cattycorner. Also, overtime you will need to make adjustments to the roller chain because it will stretch. You may not see the difference, but if you are trying to achieve a 1000th of a inch this could through you off. Finally, depending on how much use you are getting out of your machine you will need to square it up. For example we use our machine from 9-5 every week day, and square it up once a week.
-
WHAT ARE SOME USEFUL MODIFICATIONS CAN APPLY TO THE BLACKTOOTH LASER CUTTER?
Temperature probe monitor. Very valuable. This keeps you up to date on your coolant temperature levels. Voltage meter. This will tell you the exact level of voltage/power you are running telling the laser to run at instead of an arbitrary mark on a drawn wheel around your POT. Ammeter sensitive to 1mA. This will be sure your not over driving your tube and reducing it's life significantly. Hour meter. This will tell you exactly how long your system has been 'on' giving you a more accurate bead on the length of your tubes life. Exhaust fan upgrade. The current fan included is 100CFM. You can buy 120mm fans that push 250CFM and I have included a guide on how to go about doing this here. http://buildyourtools.com/phpBB3/viewto ... 8cdd1802bf To push the exhaust fan even further, if you have the room/power, I would highly recommend investing in a 600+ CFM "Dust Collector" system. 250CFM is still not suffice to draw all the smoke that can come off of 3mm or 1/8 MDF cutting job. A cutting surface. I bought myself a aluminum 'egg crate' mesh from my local HVAC company. They are used a cover for fluorescent lights and work great for low impact cutting surface. They come in 4'x8' sheets and are easily cut to fit. The other side is if you can find a steel honeycomb cutting bed to fit. These can be quite costly or fairly affordable depending where you are looking. The benefit of a steel honeycomb is you can use high power magnets to hold material down.
-
the tutorial for the discontinued usb card is great but i have your usb motion card stb4100 i need with AD AP +5v wired to the cp+cp-cw+and the cw-
The connections for the Mach3 USB CNC Machine interface card you refer to is connected as follows: - All of the "D" connections such as XD, YD, ZD and AD are the direction connections and are connected to the CW- connections on the drivers. - All of the "P" connections such as XP, YP, ZP and AP are the pulse connections are are connected to the CP- connections on the drivers. - The 5V connections on the USB board are connected to the CP+ and CW+ Here is a link to the wiring diagram: https://www.buildyourcnc.com/Documents/Electric%20Wiring%20Diagram.pdf
-
THE SWITCHES KEEP TRIPPING! AT TIMES IT IS LITERALLY AS SOON CLICK RESET ON MACH 3 THEY TRIP AGAIN.
http://buildyourcnc.com/PrimeronHomingandLimitSwitches.aspx There is a pin setting in Mach3 that says how to react to the inputs from the switches. Your setting is probably wrong as the trigger happens immediately. You may want to think about shielded wire and/or a resistor on each limit switch line. If there are stray wires, connect them to ground. Additionally, the shield from the shielded cable insulation should alse connected to ground at both ends. Try upping the Debounce interval in Mach3. You have to adjust the debounce interval. You go to config,general config, and it is in the top right corner. I set mine to 100 and it seems to work well. Additional Information: how to solution cnc revo 540 limit tripped error? Additional Information: Additional Information: Additional Information:
-
thank you for the reply. I would be really good to know the calculation. The lead screw is 1/2" diameter with 13 TPI. Please provide the calculation for determing the maximum weight motor can handle on Z-axis on book build cnc. And one more question. If I am cutting 18mm MDF with 6mm cutting bit (so 6mm pass), what can be the maximum speed rate of cutting and spindle speed of router? thank you
There are two main questions that we can answer with respect to motor torque and the mechanical advantage of lead screws, 1) What torque motor do you need to lift a particular weight, or 2) What maximum weight will my motor torque be able to lift. This formula uses Newtons (N) as it's final unit. Use this with the included radius (R) to determine the torque. Newtons can easily be converted to lbs or ounces using online conversions. Effort = Sf + (Load/(2 x pi x (R/p) x Se)) where: p = pitch of the screw Se = screw efficiency = Standard lead screw will be between 20% (.2) and 40% (.4) Sf = static force. This is the force that is needed to start the movement. The number may be eliminated, but it is good to use a number in the 5 N to 20 N range. Load = the expected load that the effort will need to carry (i.e., the router and the included axis assembly that the motor will need to lift) R = radius of the lead screw This formula is based on the "law of the machine" The final effort amount with its unit of newtons and R will be the torque. For example, if the effort comes to 100 N (newtons) and the R is .5 inches, then you can assume that the effort is 50 N-in since it would take twice the effort to turn form the one inch mark from the center of the shaft. Example: Load = 90 N (20.2 lbs) R = 1 inch since that is the length from the center of the shaft that the motor is rated p = 1 inch / 13 = .08 inches Effort = 5 N + (90 N / (2 x 3.14 x (1 / .08) x .2)) Effort = 5 N + (90 N / (6.28 x 12.5 x .2)) Effort = 5 N + (90 N / (15.7)) Effort = 5 N + (5.73 N) Effort = 10.7 N = 2.4 lbs = 38.4 oz-in I am putting the oz-in on the end because the formula considers the distance from the center of the shaft to be one inch. Therefore, a 425 oz-in motor would be able to lift a 20.2 lb Router with its accompanying assembly. If the assembly and router is heavier, plug in the numbers and determine the effort required. With a bit of algebra, the formula can be rewritten to find the load: Load = (Effort - Sf) x (2 x pi x (R/p) x Se) Another formula that does not consider friction at all: Effort = (Load x p) / (2 x pi x R) Lets see if we get similar results: Effort = (20 lb x .08 inches) / (2 x 3.14 x 1) Effort = 1.6 / 6.28 = .255 lbs = 4.08 oz-in The results from both formulas appear to be very small because a 13 TPI screw will have enormous mechanical advantage. It is evident that the first formula that does consider friction that we are loosely estimating is far more conservative than the second formula. Either way, even the most conservative formula shows that the 425 oz-in motor will handle very large weights. If you are using a lead screw with only two turns per inch, .5 inch pitch, you can determine the requirements with the first formula. Example for a 10 TPI 5 start (2 turns per inch) lead screw: Load = 90 N (20.2 lbs) R = 1 inch since that is the length from the center of the shaft that the motor is rated p = 1 inch / 2 = .5 inches Effort = 5 N + (90 N / (2 x 3.14 x (1 / .5) x .2)) Effort = 5 N + (90 N / (6.28 x 2 x .2)) Effort = 5 N + (90 N / (2.512)) Effort = 5 N + (35.83 N) Effort = 40.828 N = 9.18 lbs = 146.88 oz-in Customer Response: thank you so much Additional Information: Additional Information: Additional Information: how do i calculate torque of stepper motor if lead screw coupled to motor shaft and load applied by lead screw on plate is 100 kg by vertically Additional Information: Pls Additional Information: 1m 16mmdiameter ball screws calculations Additional Information: What is the max load that 2 NEMA 17 stepper motors (spaced 2 feet apart, both will be pushing up on the same gantry) can lift while using a rod with the following specifications T8 OD 8mm Pitch 2mm Lead 4mm for each motor. Additional Information: Additional Information: 1
-
Requirement of laser cutting CNC Router having working area: 100cm x 100cm x 300cm, Belt driven motion, servo motor controller
This is an open ended question to which there could be many possible answers. The requirement of a laser cutter is having a laser with enough energy output to cut the intended material. Generally, the laser function is not tied to the working area unless the laser tube is stationary, where the farther the beam has to travel, the less energy results at the intended area (on the surface of the material). We don't use servo motors here. Rather, we use precision stepping motors instead. https://buildyourcnc.com/category/nema We do offer timing belts. https://buildyourcnc.com/category/pulley Our blackTooth Laser Cutter: https://buildyourcnc.com/blackToothLaserCutterAndEngraver.aspx Our greenBull Leaser/Spindle Head: The CNC Machine: https://buildyourcnc.com/greenBullCNCMachineKit.aspx The Laser/Spindle Head: https://buildyourcnc.com/item/cnc-machine-laser-spindle-combo-head
-
Regarding 1/2" 5 start and 10 TPI ACME precision lead screw, what the maximum length you can ship within USA? I'm looking for something like 100" and I could use a 1" screw if available. Please include estimated price. Thanks.
The maximum length we can ship is a total of 78" inches. However we can send your required length in portions. Please refer to adding the total items you require to your cart to get a visualized amount and shipping cost.
-
Okay guys, what fluid are you using for the spindle to keep them cool? do you recommand anything else beside water for the spindle?
We have always used water for our cooling, but since this is a heat transfer condition, you should be fine with any form of coolant. Additional Information: We live in a cool part of the USA. My CNC is in an unheated garage and temperature gets to -10 degrees Fahrenheit. So we use 100% anti-freeze that is used for winterizing campers. Use same coolant year round. Put 3 gallons in a bucket with fish-tank pump, and it works great. Since there is 3-gallons of coolant, no need for fans to cool the coolant. Just pump from tank to spindle back to tank. And no worry about frozen coolant.
-
Mini Breadboard 17x10 with a self adhesive on the back. Blue color. Measures 1.365 inches x 1.8 inches with a thickness of .375 inches. Don't see the page to order.
That product page for the mini breadboards can be found on our sister site: newbiehack.com. Here is the link: https://www.newbiehack.com/categories/newbiehack-prototyping-breadboard-mini-breadboard-17x100-blue Additional Information: I'm curious, how did you get to the buildyourcnc.com site for that product? Was it a google search. I would like to know so I can modify the description so the product can be found more successfully. Thanks. Additional Information: Was looking for answers on how to invert signals for opposing steppers Seen your solutions bought the hex inverter and breakout board from newbiehack
-
Mach 4 is not triggering PWM pin 17 on Pokeys57CNC. I am able to get it to work through the Pokeys app but not Mach 4. I've made all of the setting changes prescribed in the manual.
I will check with the developer of the board and show the response on this FAQ. Additional Information: The response from the developer: Are you referring to using Pin 17 for the spindle speed control? Make sure that you set the desired spindle speed in Mach4 by executing S1000 in the MDI or the G-code.
-
mach 3 pockets cuts are 0.5mm undersized always but outside cuts are prefectly accuracte, i have tried both parallel version and the 100 Khz rnr motion controller, i'm using DM542 as my motor controllers there are no errors in my codes or no mechanical errors
This may be an issue of conventional vs climb cutting direction. I would recommend trying the opposite on your inside profiles and pockets and check. Let me know if this worked and what you are using for your inside cuts before the change.
-
Looking at 2.5amp controller board. What amperage on 5v and dir/step logic. What are specs on Step/Dir logic[amps/volts/duration of pulse]
Amperage on 5V and dir/step logic is 2.5A. The specification on the Step/Dir Logic: Amps: Iil: min -20 uA, max 20 uA/ IiH: 100UuA Voltage: Vil min 0V, max 0.7V/ Vih min 2.2V, max 5.25V Duration of pulse: Step High/Low 1.9us Here is a more info on our webpage for 2.5A modular stepper motor driver (https://buildyourcnc.com/item/motion%20electronics-steppermotordriver-newbiehack-Motor_Drivers-2!5_Amp_modular) as well as our 3D printer version (https://buildyourcnc.com/item/3D-Printer-Component-electronicsAndMotors-stepper-driver-2!5a-FDMElectronics-driver2!5a). Here is a direct link to the DRV8825 chip datasheet on the driver, for more specific information. https://www.ti.com/lit/ds/symlink/drv8825.pdf Additional Information: Additional Information: Additional Information:
-
Limit, E-stop and home switches: To set up the maximum number of switches set up I would need 2 BOB's, correct? How is this implimented and wired?
The parallel breakout board allows for 4 input connections. Each input connection can have an unlimited number of switches, but if you need to separate the switch circuit for, say, all of the home switches, you can use another input pin. There is no need to add another breakout board to add more switches unless you need to use the input pins for totally unique conditions that may or may not be related to CNC functions. Customer response: To Clarify: I need to set up 3 home switches which can double for limits (that's 3 pins.). Another pin for a probe. That's 4 pins used. Now I need to set up the other limit and E-stop switches. No pins left, how do I do that? Can a ground pin be doubled up on? Plus, I have a SuperPID. Another pin? Additional answer: You can put all of your limit switches (including the E-stop which serves the same purpose as the limit switches) and home switches on a single pin. When homing, mach3 will move the axis it wants to home, hit the switch, pull away from the switch, then move the next axis and repeat the steps for the next two axes. The probe is on the 2nd pin. The SuperPID is on the 3rd pin and now you have another pin remaining. The GND terminal can be doubled up. Additional Information: how about a diagram to reference showing the pin-out to use Here is the diagram for the parallel breakout board (pins 10 through 13 are used for input):
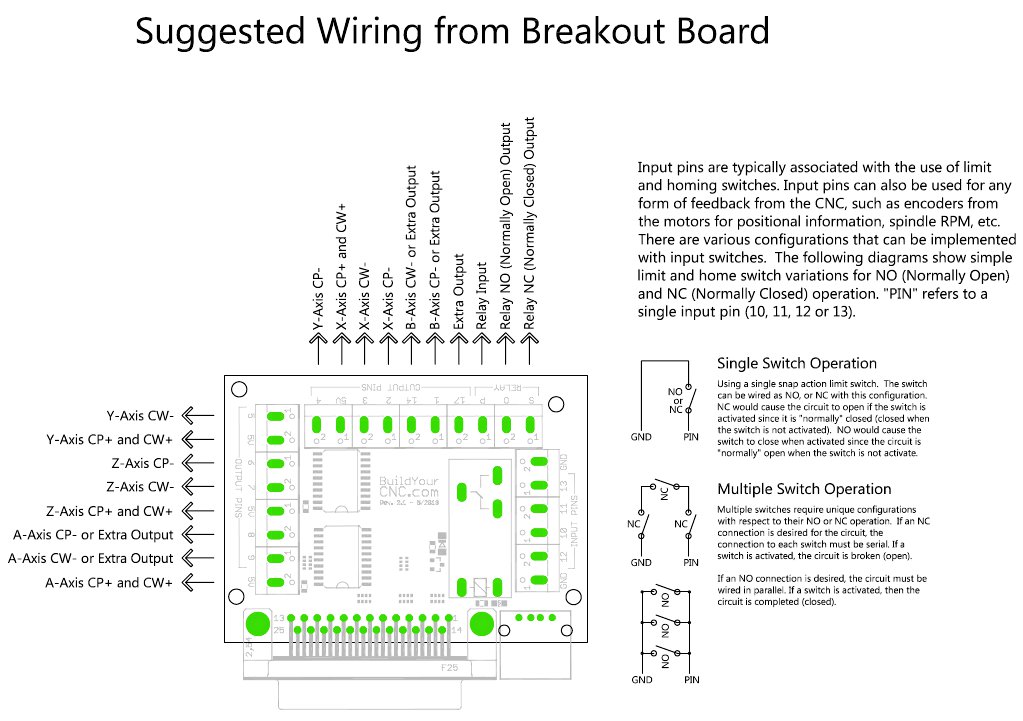 The circuit is from the GND to the input Here is the diagram for the Mach3 USB board (pins I1 through I4 are used for input): https://www.buildyourcnc.com/Documents/Electric%20Wiring%20Diagram.pdf The circuit is from the V- to the input pin
The circuit is from the GND to the input Here is the diagram for the Mach3 USB board (pins I1 through I4 are used for input): https://www.buildyourcnc.com/Documents/Electric%20Wiring%20Diagram.pdf The circuit is from the V- to the input pin -
Is there any sort of warranty provided by the manufacturers for the 40w laser tube?
We included our 30 day warranty, but since it is considered a consumable and is considered to run the expected length (1000 HRS) the manufacture does not included a warranty.
-
Is there a downloadable manual for the usb Mach3 interface board? I'm not sure one came with my Redleaf. Cheers.
Ah! Found it thanks https://www.buildyourcnc.com/Documents/USB%20Motion%20Card%20STB4100%20Manual.pdf Additional Information: Excellent!!
-
Is there a complete wiring diagram for the Medium Combo Kit with the usb board? Your USB tutorial does not cover the modular 2.5a drivers. https://buildyourcnc.com/item/electronicsAndMotors-3axis-100-elcombo
We are currently getting it completed for us to post it under the 2.5A stepper driver page. However here is the correct wiring procedure. First: Wire the 24V power supply to the 2.5A driver, by wiring +V on the power supply to 12-24V on the driver. Next wire the COM on the power supply to Ground(GND) on the 2.5A driver. GND on the driver will also go to the GND on the USB board, for specific axis. (additional 3-4 wires connected to ground will be needed for the other axes as well). Second: Wire the USB board to the driver(one driver per axis on the USB board): CP on the driver will go to CP on the desired axis on the USB board. CW on the driver will go to CW on the desired axis on the USB board. 5V will go to the VCC pin on the keyboard jog pins on the USB board (check schematic here: https://buildyourcnc.com/item/electronicsAndMotors-electronic-component-USB-Controller-Breakout#prettyPhoto/2/). GND on the USB board to GND on the driver. (as specified in step 1). EN is not used. Personal Note: I would recommend that you crimp the VCC pin to a wire which could be split for the other axes as well, each driver will need 5V. Third: Wire the stepper motor to the driver, (using either the Nema 23 100-oz or the Nema 17 62-oz stepper motors, the wiring will be the same. For the Nema 23 the yellow and white is not connected.) Black to A1 Green to A2 Red to B1 Blue to B2 Fourth: Repeat steps 1-3 for each driver/motor per axis. Mention: Remember that GND on the driver will also go to the GND on the USB board for specific axis, and VCC pin on the USB board (keyboard jog) will go to 5V on all drivers for each axes as well, each driver will need 5V!
-
is the 40W blacktooth laser cutter strong enough to cut through 4 ply chipboard with out horrifically burning/charring the edges? If you havent tried mabye you could as this is a must for anyone who will be using it to build architectural models. I would rather have this pre-verified before I give $2100 to have you build one
As long as you have enough air blowing at the cutting location, you shouldn't have a problem with charring. A 40 watt laser should be able to cut through 4 ply chipboard. Additional Information: Additional Information: Additional Information:
-
Is 1000W voltage converter (110V to 220V) enough for 2.2kW spindle?
Ideally, the spindle VFD should use an actual 220V socket that contains the minimum amp fuse that will allow the appropriate draw for all of the items that will be plugged into that socket. If you elect to use a boost converter, the 2.2kW spindle VFD will need a 2200 watts or more. My brother is using 1000W and told me his spindle is working just fine. Is it safe to use 1000W ? I still can't recommend using a 1000W converter. Additional Information: Additional Information: Additional Information: Additional Information: Additional Information: Additional Information: Additional Information: Additional Information: Additional Information: Additional Information: Additional Information: Additional Information: Additional Information: Additional Information: Additional Information: 5Gt0ByaP Additional Information: -1 OR 2+10-10-1=0+0+0+1 -- Additional Information: -1 OR 2+353-353-1=0+0+0+1 Additional Information: -1' OR 2+568-568-1=0+0+0+1 -- Additional Information: -1' OR 2+659-659-1=0+0+0+1 or 'lDGTJwe7'=' Additional Information: -1" OR 2+968-968-1=0+0+0+1 -- Additional Information: if(now()=sysdate(),sleep(15),0) Additional Information: 0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z Additional Information: 0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z Additional Information: (select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/ Additional Information: -1; waitfor delay '0:0:15' -- Additional Information: -1); waitfor delay '0:0:15' -- Additional Information: -1)); waitfor delay '0:0:15' -- Additional Information: 1 waitfor delay '0:0:15' -- Additional Information: M0COsZpT'; waitfor delay '0:0:15' -- Additional Information: PdlgxSE7'); waitfor delay '0:0:15' -- Additional Information: cLxwHlQW')); waitfor delay '0:0:15' -- Additional Information: -5 OR 766=(SELECT 766 FROM PG_SLEEP(15))-- Additional Information: -5) OR 237=(SELECT 237 FROM PG_SLEEP(15))-- Additional Information: -1)) OR 991=(SELECT 991 FROM PG_SLEEP(15))-- Additional Information: I2QIuflz' OR 944=(SELECT 944 FROM PG_SLEEP(15))-- Additional Information: pYNkoBoh') OR 42=(SELECT 42 FROM PG_SLEEP(15))-- Additional Information: c5vUMXiS')) OR 267=(SELECT 267 FROM PG_SLEEP(15))-- Additional Information: *DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15) Additional Information: '||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||' Additional Information: 1'" Additional Information: 1
-
I'm selecting a vacuum for dust collection (greenLean). What works well in terms of HP and gallons of bin capacity?
We use the Ridgid wet/dry vacuums in our shop. If you get the larger capacity that also come with a 6.0 HP motor seem to be a good fit and is relatively quiet. We also use two vortex type mechanisms in-line before the vacuum to get the big chips (first one) and the dust (second one) so the filter does not get clogged in the vacuum. Since we have been using this system, the vacuum will not contain any chips or dust which will provide 100% of vacuum suction throughout the entire machining process. https://www.ridgid.com/us/en/wet-dry-vac
-
If the cut feed rate is 500 - 700 IPM then what would the plunge feed rate be?
I would try not to plunge unless you definitely need to, like making holes. If the plunge is at the beginning of the profile, or pocketing machining operation, make the operation ramp down at the start so the end mill does not receive the stress of plunging. Use a plunge rate that is as fast as your z-axis can move. If this is a lead screw, I would recommend about 100 ipm, 150 ipm max. If you are making holes, then you will want to peck to reduce the stress on the end mill. The feedrate can be fast while pecking. Pecking is the movement of a drill machining operation where the end mill will plunge into the material by a small portion and then raise so the chips can be evacuated, then plunge this way repeatedly until the complete hole is made.
-
If I wanted to use the blueChick for isolation routing, what accuracy could I expect from v3.0 and v4.2?
The blueChick v4.2, is accurate at 1000's of an inch, with the roller chain, the v3.0 with the timing belt will increase the accuracy by 5%-10%, but to the expense of structural integrity. Additional Information:
-
I received a VFD 110v yl600-2s-2k20 p 110v with 220v instructions, also the connectors on the VFD dose not match any wiring configuration you have.
Ok, I will check the YL600 documentation Monday 4/3 and provide the answer here. Additional Information: Additional Information: I also received one of these and the button labels do not even match your programming instructions as stated on your web set. Please provide updated instruction to match the model shipped with the correct button names to press in The programming process. Additional Information: 7/15/17 - I have exact problem. I do not see the solution posted??? Additional Information: Mine is a 2.2Kw YL-620 connected to a 1.5Kw spindle. Code Address Function Set Range &Function Explanation Factory Setting User Set Vendor Suggested As shipped Code Address Decimal P00.00 0 Main Frequency 0-120HZ(400HZ? 50.0HZ ?400 60 399.6 P00.0 0 P00.01 1 Start / stop command source 0: Operator board 0 0? 0 P00.1 1 1?From external end control Electric machinery,operation panel STOP key effective 2?From external end son control Electric machinery,operation panel STOP key invalid 3?from (Modbus Rs485) control Electric machinery 4?By user application program control Electric machinery P00.02 2 Reserved ? 0 ? 0 P00.2 2 P00.03 3 Stopping Mode 0?Decelerating stop 0 0? 1 P00.3 3 1?Coasting stop 10 2?DC brake stop 0.2 P00.04 4 VF:Highest output frequency 1.0-120.0HZ(400HZ? 50.0HZ 400 60 400 P00.4 4 P00.05 5 VF:Maximum Voltage Output Frequency 5.0-120.0HZ(400HZ? 50.0HZ 400 60 400 P00.5 5 P00.06 6 VF:Highest output Voltage 10.0%-150.0% 100.00% 100.00% 100.00% 100 P00.6 6 P00.07 7 VF:Middle Frequency 1.0-120.0HZ(400HZ? 3.0Hz 3.5Hz 3.0Hz 3.5 P00.7 7 P00.08 8 VF:Middle Voltage 10.0%-100.0% 10% 20% 10% 10 P00.8 8 P00.09 9 VF:Min Frequency 0-120.0HZ(400HZ? 0.2HZ 0.2Hz 0.2Hz 0.2 P00.9 9 P00.10 10 VF:Min Voltage 0%-100.0% 5% 10.00% 5.00% 5 P00.10 10 P00.11 11 Analog Input quantity 1 Regulation Multistage velocity 0%-100% 100 100 100 100 P00.11 11 P00.12 12 VF :Curve Setting 0-4 0 0 P00.12 12 P00.13 13 Parameter Lock 0: lnvalid 0 0 P00.13 13 1: Valid 10: Restore the factory setting No other function P00.14 14 Reserved 0 0 P00.14 14 P00.15 15 Power on Time prohibit External end son Start-up 0:Power on time,allow External end input effective level,start-up Electric machinery 0 0 P00.15 15 1:Power on time,Not allow P00.16 16 0: FWD(X5)yes,Positive run the 0 P00.16 16 1: REV(X6) Determine direction : Open Yes 2:X_EF=EF,X_REV(X5)_DIR=DIR,FWD(X6)= 3: Stop ,FWD(X5) turn off Instantaneous 4: FWD(X5) turn off Instantaneous 5: FWD(X5) turn off Instantaneous 6: Stop ,FWD(X5) turn off Instantaneous 7: REV(X6)When open,FWD(X5)Start-up P00.17 17 Many function input X1 function Choice ####################################### ####################################### 1 1 P00.17 17 P00.18 18 Many function input X2 function Choice 1.0HZ 1 P00.18 18 P00.19 19 Many function input X3 function Choice 1 P00.19 19 P00.20 20 Many function input X4 function Choice 1 P00.20 20 P00.21 21 External Terminal rise/Slow down increment 0-120HZ(400HZ) 1.0HZ 1 P00.21 21 P00.22 22 External Terminal rise/Slow down time interval 0.2 0.2 P00.22 22 P00.23 23 Physics amount display Proportion constant 0-999.9% 100.00% 100 P00.23 23 P00.24 24 After power supply, display project choice 0: Display current target frequency 0 0 P00.24 24 1:Display Electric machinery run frequency. 2:Display Electric machinery run current. 3:Display input AC voltage 4:Display mother Line voltage 5:Display output voltage 6:Display speed paragraph Number SP x 7:Display inverter temperature t xx 8:Display input signal X1-X3/output signal 9:Display user variable 10:Display user Count value 11:Display temporary debugging variable 12:Display automatic multi segment run step and time P00.25 25 Display project automatic Return delayed time (10/S) 0:No,Automatic return;1-6delayed 10-60S Back Return 1 1 P00.25 25 P01.00 256 REV Rotation Select 0: Rev Run Enable 0 0 P01.0 256 1: Rev Run Forbidden 0 P01.01 257 Electric machinery Reversing wait for time 0 P01.1 257 P01.02 258 Deceleration Prevention overvoltage setting(%) 130 130 P01.2 258 P01.03 259 Accelerated Prevention overcurrent setting(%) 130 130 P01.3 259 P01.04 260 Overcurrent Set up (%) 200 200 P01.4 260 P01.05 261 Overload protection Set up (%) 130 130 P01.5 261 P01.06 262 Overload protection time Set up (s) 120 120 P01.6 262 P01.07 263 Undervoltage protection Set up (%) 80 80 P01.7 263 P01.08 264 Overvoltage protection Set up (%) 150 150 P01.8 264 P01.09 265 After shutdown, start DC Brake voltage Setup (%) 15 15 P01.9 265 P01.10 266 After shutdown, End DC Brake voltage Setup (%) 0 0 P01.10 266 P01.11 267 After shutdown, DC Braking Time Set up 2 2 P01.11 267 P01.12 268 After shutdown, DC Braking Initial Frequency Set up 0.6 0.6 P01.12 268 P01.13 269 Before start , input DC brake voltage set up (%) 20 20 P01.13 269 P01.14 270 Before start , End DC Brake voltage Set up (%) 15 15 P01.14 270 P01.15 271 Before start , DC Braking Time Set up 3 3 P01.15 271 P01.16 272 Direct start Initial frequency (Improve starting torque ) 100 100 P01.16 272 P01.17 273 Direct start Initial frequency Hold time 0 0 P01.17 273 P01.18 274 power failure frequency decline 80 80 P01.18 274 P01.19 275 The power down frequency decline rate 5 5 P01.19 275 P01.20 276 Restart No load time 10 10 P01.20 276 P01.21 277 Restart voltage rise time 200 200 P01.21 277 P02.00 512 When speed up torque will increased ? 100? 100 100 60 P02.0 512 P02.01 513 Deceleration time - Torque Boost ? 100? 100 100 60 P02.1 513 P02.02 514 Accelerate curve Choice 0? 0 P02.2 514 P02.03 515 Deceleration curve Choice 0? 0 P02.3 515 P02.04 516 Avoid the f requency 1 20 400 P02.4 516 P02.05 517 Avoid the f requency 2 30 30 P02.5 517 P02.06 518 Avoid the f requency 3 ? 40 40 P02.6 518 P02.07 519 Avoid the f requency Width ? 0 0 P02.7 519 P02.08 520 Window frequency 1 45 45 P02.8 520 P02.09 521 Window frequency 2 50 50 P02.9 521 P02.10 522 ? 400 P02.10 522 P03.00 768 RS485 Communication Baud Rate 0: 1200Bps 5 4 P03.0 768 1: 2400Bps 2: 4800Bps 3: 9600Bps 4: 19200Bps 5: 38400Bps 6: 57600Bps P03.01 769 RS485 Communication Addresses 1-254 10 10 P03.1 769 P03.02 770 0: 8 bit data, 1 stop bits, odd parity 2 2 P03.2 770 1: 8 bit data, 1 stop bits, parity check 2: 8 bit data, 1 stop bit, no parity 3: 8 bit data, 2 stop bits, odd parity 4: 8 bit data, 2 stop bits, parity check 5: 8 bit data, 2 stop bit, no parity P03.03 771 Communication error handling 0 P03.3 771 P03.04 772 Communication error tolerance time 20 P03.4 772 P03.05 773 4-20mA Break detection time 0 P03.5 773 P03.06 774 Panel potentiometer,Lower limit of AD norm 3 P03.6 774 P03.07 775 Panel potentiometer,Upper limit of AD specification 1020 1015 1015 P03.7 775 P03.08 776 Panel potentiometer, frequency given of lower limit 0.0HZ 0 0 P03.8 776 P03.09 777 Panel potentiometer, frequency given of Upper limit 0-120HZ(400HZ? 60.0HZ 400 ?60Hz 400 P03.9 777 P03.10 778 Analog lnput 1 AD lower limit 0-1023 3.0Hz ?60Hz 3 P03.10 778 P03.11 779 Analog lnput 1 AD Upper limit 0-1023 1020 1010 1010 P03.11 779 P03.12 780 Analog lnput 1 frequency given lower limit 0.0HZ 0 P03.12 780 P03.13 781 Analog lnput 1 frequency given Upper limit 60.0HZ 400 400 P03.13 781 P03.14 782 Analog lnput 2 AD lower limit 3.0Hz 3 P03.14 782 P03.15 783 Analog lnput 2 AD Upper limit 1020 1010 1010 P03.15 783 P03.16 784 Analog lnput 2 frequency given lower limit 0.0HZ 0 P03.16 784 P03.17 785 Analog lnput 2 frequency given Upper limit 60.0HZ 60 P03.17 785 P03.18 786 Analog output correlation 0 0 P03.18 786 P03.19 787 Analog output gain setting 100 100 P03.19 787 P04.00 1024 Mo analog multiplier output frequency multiplier 10 10 P04.0 1024 P04.01 1025 Mo1 Function Options 0 0 P04.1 1025 P04.02 1026 Mo2 Function Options 1 1 P04.2 1026 P04.03 1027 Multi-function Relay 1 Function selection 0:fault Yes Electric , otherwise power failure 0 2 2 2 P04.3 1027 P04.04 1028 Multi-function Relay 2 Function selection 1:Running Yes Electric ,otherwise power failure 3 3.0Hz 3 P04.4 1028 2: Reserved 3: Arbitrary frequency arrival Time, have Electric,Related to P02-10 settings 4: , The power down Time,have Electric 5:, low voltage Time, have Electric 6:, Overvoltage Time, have Electric 7: Overcurrent Time, have Electric 8: Nonzero velocity Time,have Electric 9:, DC brake Time, have Electric 10: Over torque Time, have Electric 11: External interrupt fault Time, have 12: Forward Time, have Electric 13: Reversal Time, have Electric 14: Move Time, have Electric 15: Accelerate Time, have Electric 16: Deceleration Time, have Electric 17: Constant speed Time, have Electric 18:X1 close Time, have Electric 19:X2 close Time, have Electric 20:X3 close Time, have Electric 21:X4 close Time, have Electric 22:X5 close Time, have Electric 23:X6 close Time, have Electric 24: Forward and bus voltage greater than 400V Time, have Electric 25: Reverse and bus voltage greater than 400V Time, have Electric P04.05 1029 Multi-function Relay 1 Action close Delayed 0-65.5 S 0 0 P04.5 1029 P04.06 1030 Multi-function Relay 1 disconnect delay action 0-65.5 S 0 0 P04.6 1030 P04.07 1031 Multi-function Relay 1 Action close Delayed 0-65.5 S 0 0 P04.7 1031 P04.08 1032 Multi-function Relay 1 disconnect delay action 0-65.5 S 0 0 P04.8 1032 P04.09 1033 Stall rotor detection time 0-65.5 S 1 1 P04.9 1033 P04.10 1034 Switch amount (Di) sampling time 0-1000mS 8 24 24 P04.10 1034 P04.11 1035 Stopping Mode 0:Decelerating stop 0 0 P04.11 1035 1:Coasting stop P05.00 1280 PID Output Upper limit frequency 50 50 P05.0 1280 P05.01 1281 PID Output lower limit frequency 25 25 P05.1 1281 P05.02 1282 PID Given Source 0 0 P05.2 1282 P05.03 1283 PID Values Given 0.2 0.2 P05.3 1283 P05.04 1284 PID Output characteristic(FOR /REV) 0 0 P05.4 1284 P05.05 1285 PID Output characteristic (FOR/REV) 0 0 P05.5 1285 P05.06 1286 PID Proportional Gain 0-100.0 50 50 P05.6 1286 P05.07 1287 PID Integration Time Ti 0-100.0 0-100.0 50 50 P05.7 1287 P05.08 1288 PID Derivative Time Td 0-100.0 0-100.0 50 50 P05.8 1288 P05.09 1289 PID Deviation Limit 0-50.0 5 5 P05.9 1289 P05.10 1290 PID Integral upper limit 50 50 P05.10 1290 P05.11 1291 PID Given Change Time 0-600.0 1 1 P05.11 1291 P05.12 1292 PID Feedback Filter Time 0 0 P05.12 1292 P06.00 1536 Acceleration Time 0? 0 P06.0 1536 P06.01 1537 Accel.Time 1 0.1-6553.5 5.0 9 ?5.0 5 P06.1 1537 P06.02 1538 Decel. Time 1 0.1-6553.5 5.0 8.6 ?5.0 5 P06.2 1538 P06.03 1539 Accel.Time 2 0.1-6553.5 0.1-6553.5 2 2 P06.3 1539 P06.04 1540 Decel. Time 2 0.1-6553.5 0.1-6553.5 2 2 P06.4 1540 P06.05 1541 Accel.Time 3 0.1-6553.5 0.1-6553.5 2 2 P06.5 1541 P06.06 1542 Decel. Time 3 0.1-6553.5 0.1-6553.5 2 2 P06.6 1542 P06.07 1543 Accel.Time 4 0.1-6553.5 0.1-6553.5 2 2 P06.7 1543 P06.08 1544 Decel. Time 4 0.1-6553.5 0.1-6553.5 2 2 P06.8 1544 P06.09 1545 Accel.Time 5 0.1-6553.5 0.1-6553.5 2 2 P06.9 1545 P06.10 1546 Decel. Time 5 0.1-6553.5 0.1-6553.5 2 2 P06.10 1546 P06.11 1547 Accel.Time 6 0.1-6553.5 0.1-6553.5 2 2 P06.11 1547 P06.12 1548 Decel. Time 6 0.1-6553.5 0.1-6553.5 2 2 P06.12 1548 P06.13 1549 Accel.Time 7 0.1-6553.5 0.1-6553.5 2 2 P06.13 1549 P06.14 1550 Decel. Time 7 0.1-6553.5 0.1-6553.5 2 2 P06.14 1550 P06.15 1551 Accel.Time 8 0.1-6553.5 0.1-6553.5 2 2 P06.15 1551 P06.16 1552 Decel. Time 8 0.1-6553.5 0.1-6553.5 2 2 P06.16 1552 P06.17 1553 Jog Acceleration Time 0.1-6553.5 0.1-6553.5 2 2 P06.17 1553 P06.18 1554 Jog Deceleration Time 0.1-6553.5 0.1-6553.5 2 2 P06.18 1554 P07.00 1792 Frequency 1 0-120HZ(400HZ) 50HZ 50 50 P07.0 1792 P07.01 1793 Frequency 2 50HZ 45 45 P07.1 1793 P07.02 1794 Frequency 3 50HZ 40 40 P07.2 1794 P07.03 1795 Frequency 4 50HZ 35 35 P07.3 1795 P07.04 1796 Frequency 5 50HZ 30 30 P07.4 1796 P07.05 1797 Frequency 6 50HZ 25 25 P07.5 1797 P07.06 1798 Frequency 7 50HZ 20 20 P07.6 1798 P07.07 1799 Frequency 8 50HZ 15 15 P07.7 1799 P07.08 1800 Frequency source selection 1 0: Operator board (parameter: P03.06~P03.09) 0 0 P07.8 1800 P07.09 1801 Frequency source selection 2 1: Pre-set Freq, P00.00 Set frequency value,Operation panel keyboard,Can be set directly 2 2 P07.9 1801 P07.10 1802 Frequency source selection 3 2:No. X paragraph frequency P07.00~P07.07 2 2 P07.10 1802 P07.11 1803 Frequency source selection 4 3: Analog Input. :P03.10~P03.13) 2 2 P07.11 1803 P07.12 1804 Frequency source selection 5 4: external simulation amount 2 (VI2) 2 2 P07.12 1804 P07.13 1805 Frequency source selection 6 5: (Modbus Rs485)Given frequency 2 2 P07.13 1805 P07.14 1806 Frequency source selection 7 6: User application program, given frequency 2 2 P07.14 1806 P07.15 1807 Frequency source selection 8 7:( Pid)Output frequency 2 2 P07.15 1807 Other: Reserved Note:three control methods (P07.08) 1808 1.The motor speed is controlled by the operating panel P07.16 1808 2.Motor speed control by external terminals (Potentiometer 10K). P00.01 set to 1, P07.08 set to 3 3.Motor speed control by external terminals. P00.01 set to 1,P07.08 set to 1. P07.16 1809 Jogging Frequency FORWARD 0-120HZ(400HZ) 15.0HZ 15 P07.17 1809 P07.17 2048 Jogging Frequency REV 0-120HZ(400HZ) 15.0HZ 13.0Hz 13 P08.0 2048 P08.00 2049 Automatic many paragraph Running: Running direction Binary data format to set the direction of operation, see (the automatic multi segment operation, the operation of the direction set table) 0? 0 P08.1 2049 P08.01 2050 Automatic many paragraph Running: mode Choice 0:Automatic multi segment operation is invalid; 0 0 P08.2 2050 1:After execution complete,Stop; 2:After execution complete,Keep the last running state,Continued running; 3:After execution complete, Repeated execution. P08.02 2051 Automatic many paragraph Running time Units:S/M 0:S;1:M 0 0 P08.3 2051 P08.03 2052 Automatic many paragraph Running: No.1 paragraph Running time Automatic multi-section run time,Set up Section speed run time?Time units are determined by P08.02 Decision?Set run is 0,Indicates that this section is not executed. 10 1 1 P08.4 2052 P08.04 2053 Automatic many paragraph Running: No.2 paragraph Running time 10 1.5 1.5 P08.5 2053 P08.05 2054 Automatic many paragraph Running: No.3 paragraph Running time 10 1 1 P08.6 2054 P08.06 2055 Automatic many paragraph Running: No.4 paragraph Running time 10 1.5 1.5 P08.7 2055 P08.07 2056 Automatic many paragraph Running: No.5 paragraph Running time 10 1 1 P08.8 2056 P08.08 2057 Automatic many paragraph Running: No.6 paragraph Running time 10 1.5 1.5 P08.9 2057 P08.09 2058 Automatic many paragraph Running: No.7 paragraph Running time 10 1 1 P08.10 2058 P08.10 2304 Automatic many paragraph Running: No.8 paragraph Running time 10 1.5 1.5 P09.0 2304 P09.00 2305 frequency Range(%) 0-200% 0 0 P09.1 2305 P09.01 2306 frequency wave Range(%) 0-400% 200 30 30 P09.2 2306 P09.02 2307 frequency Rise time(S) 0.1-999.9 S 6.0 S 6 P09.3 2307 P09.03 2560 frequency decline time(S) 0.1-999.9 S 5.0 S 5 P10.0 2560 P10.00 2561 Counter reload,value 1000 1000 P10.1 2561 P10.01 2562 Counter current value 0 0 P10.2 2562 P10.02 2563 Timer reload,value 1000 1000 P10.3 2563 P10.03 2816 Timer current value 0 0 P11.0 2816 P11.00 2817 Output Status 1 1 P11.1 2817 P11.01 2818 Output Voltage (V) 0 0 P11.2 2818 P11.02 2819 Output Current (A) 5 5 P11.3 2819 P11.03 2820 Output Frequency (Hz) 50 50 P11.4 2820 P11.04 3072 Current Heatsink Temperature 25 25 P12.0 3072 P12.00 3073 Rated Motor Current 5 5 P12.1 3073 P12.01 3074 Rated Motor Voltage 220 220 P12.2 3074 P12.02 3075 Motor Pole number 2-100 2 2 P12.3 3075 P12.03 3076 Motor no-load current 10 10 P12.4 3076 P12.04 3077 Motor no-load current detection time(S) 10 10 P12.5 3077 P12.05 3078 Converter rated current(A) 5 5 P12.6 3078 P12.06 3079 Converter rated Voltage(V) 220 220 P12.7 3079 P12.07 3080 DC bus output voltage% 140 130 P12.8 3080 P12.08 3081 Heat sink over temperature protection point 70 75 P12.9 3081 P12.09 3082 Radiating fin temperature sensor configuration 1 1 P12.10 3082 P12.10 3083 Abnormal reset implement wait time 120 120 P12.11 3083 P12.11 3084 Fan Function Pattern 0:Motor running tine, start fan; 1 1 P12.12 3084 1:When the fan operating temperature (P12.12) is exceeded,Instant start fan; When the temperature is lower than the fan temperature point,Delay about 1 minutes to close the fan; 2:Unconditional forced start fan; 3:Fan Inoperation; P12.12 3085 Cooling fan operating temperature 55 45 50 P12.13 3085 P12.13 3086 Fan Testing 0 0 P12.14 3086 P12.14 3087 Bypass relay closed detection 0 0 P12.15 3087 P12.15 3088 Bypass Relay delay time 1.5 1 P12.16 3088 P12.16 3089 Power on delay timer initial value(S) 50 50 P12.17 3089 P12.17 3090 Electric current sensor To configure 1 1 P12.18 3090 P12.18 3091 Automatic stable pressure function Choice 1 1 P12.19 3091 P12.19 3092 PWM Frequency 2.0-15.0KHZ (110V13.0KHZ 220V11.0KHZ 380V6.0KHZ) 8.0KHZ 13.0KHz 13 P12.20 3092 P12.20 3328 SVPWM Pattern 0:Three-phase asynchronous motor, 0 0 P13.0 3328 1:Two-phase asynchronous motor (Single-phase motor, 90 degree phase difference,Starting capacitor) P13.00 3329 103 P13.1 3329 P13.01 3330 600 P13.2 3330 P13.02 3331 1 P13.3 3331 P13.03 3332 16.24 P13.4 3332 P13.04 3333 1 P13.5 3333 P13.05 3584 0 P14.0 3584 P14.00 3585 35 P14.1 3585 P14.01 3586 0.2 P14.2 3586 P14.02 3587 1 P14.3 3587 P14.03 3588 0 P14.4 3588 P14.04 3589 0 P14.5 3589 P14.05 3590 100 P14.6 3590 P14.06 3591 1900 P14.7 3591 P14.07 3592 2000 P14.8 3592 P14.08 3593 59999 P14.9 3593 P14.09 3594 5 P14.10 3594 P14.10 3595 20 P14.11 3595 P14.11 3596 0 P14.12 3596 P14.12 3597 0 P14.13 3597 P14.13 3598 0 P14.14 3598 P14.14 3599 0 P14.15 3599 Additional Information: Sorry, that is a paste from a spread sheet, you may have to do some formatting or paste it into a spread sheet to see it better... Additional Information: I will definitely do that. Thank you so much for providing the information!! Additional Information: I also have this problem with a yl620. Is there a solution? Additional Information: Is there a wiring diagram for the 110v units. My came with a 220 volt booklet. Additional Information: my unit also came with instructions for a 220 unit. I need a 110 wiring diagram. Additional Information: These instructions are lame at best, a friend of mine ordered one of these to install on a knife grinder that I built for him, and I proceeded to setup the unit, upon connecting it to the motor, it runs the motor, but hunt's at the lower speeds, and the setting I am looking for just isn't in the list, there's some settings in the 14's that don't say what there for, can anyone help?
-
I purchased the large gantry system with USB control. I have built the CNC and it is working fine. Now fine tuning the motors. On the X-axis I have the Velocity set at 60 (inches), Acceleration at 1.4, the Step Pulse 1-5us and Dir Pulse set at 0. Do I need to adjust the pulses?
The steps per unit is automatically determined in the calibration of the axis by clicking on the "set steps per unit" button above the reset button on the settings tab. Initially set the velocity and acceleration to a low setting, like 100 and 10 respectively, so that the axis does not stall during this operation. Once calibrated, the steps per unit will be set to the correct value and the velocity and acceleration can be increased. I have a video explaning the tuning of the motors on this page: https://www.buildyourcnc.com/item/electronicsAndMotors-electronic-component-breakout-Mach4-mach3-USB-ethernet-Board The name of the video is Test and Tune the motors.
-
I need a guide rail 15mm X 100mm yours is 2000mm or 2 meter, do we cut the rail to size? do you sell the block separetly?
We sell HIWIN rail and Linear guide rail by the inch (cut to size) as well as the blocks individually.
-
I have your Nema 24 electronics kit and am having problems with the Z axis dropping over time. I am using a PC 8902 motor. Any ideas on what the problem is? What should be the motor tuning values in Mach3? Thanks
Make sure all your bolts/screws are tighten correctly and if using a lead screw make sure your anti-backlash nut is not offset. Now a default setting will be 10101100 for your driver dip switch settings and in motor tuning (mach3) 1600 steps per, 400.02 velocity, 4 in acceleration. now the acceleration and velocity can be adjusted to move your machine faster, but if set to high they could stall. Make sure you have the correct wiring from your motor to your driver (https://www.buildyourcnc.com/Documents/PN.SM60HT86-2008BF-U%20(inhouse%20PN.60BYGH303-13)%20(1).pdf).
-
I have built a 100% self designed 3d printer, I now want to build a laser cutter Cnc, will your products cut steel?
CO2 lasers at the wattage we offer will not cut steel. However, if you are considering adding a spindle to the laser, then you can use that to cut the steel (similar to our spindle/laser combo head.
-
I have an emco vmc 100 mill with a rotary head tool changer I would like to use existing stepper motors do you have a kit you would recommend?
We currently do not have an available kits for adapting other versions of electronics (motors) to our drivers, other than our complete kits including our steppers. For further custom related kits or requests please contact us: customerservice@buildyourcnc.com Additional Information: Additional Information: Use one acorn cnc product. I have one and is great
-
I have a YDH-18-5 Power Supply AC Input:100-240v 47-63Hz, Ouput: 5v - 2A and need to know if its safe to use with the Parallel Breakout Board.
The 5V power required for the breakout board can be a simple USB male to male cable, that will connect from your computer to the board itself. Now adding a external power supply make sure that it does not exceed a total of 5V and the standard 500 MilliAMP - 1 A.
-
I have a KL23H2100-30-4B motor with a KL-4030 driver and my motor stalls if I set the rapid above 180 imp.
What mechanical drive system are you using? If your mechanical drive system connected to the stepper motor causes the motor to spin too fast, then you will be reaching the torque limit of the motor under the load of your axis.
-
I have a BlackFoot with a 3.25hp Porter Cable router. What is a safe starting IPM to optimize feed rate? How fast do you guys run full depth passes through MDO or MDF?
It is not recommended that standard routers do full depth passes. This is better done with a spindle. For best results with routers, we recommend a depth that equals the cutting diameter of the end mill. The IPM will relate to the chip load of the end mill (look up the formula online and add it here). The IPM will also depend on the end mill diameter, the larger the diameter, the faster the feedrate. A 1/2" end mill can cut about 300-500 ipm where a 1/4" end mill will be able to cut at 80-120 IPM, at a depth equaling the cutter diameter using a router. With a spindle, the same feedrates can be applied, but with more depth per pass. For instance, an MDF full depth cut at 3/4" can be cut at the 100 IPM using a 1/4" cutter. Here is a basic setup we have for our blackFoot (default setting): X-Axis SPI: 914.29 Acc: 400.02 Vel: 5 Y-Axis SPI: 1422.22 Acc: 400.02 Vel: 5 Z-Axis SPI: 1600 Acc: 400.02 Vel: 79.98
-
I build custom speakers and I work primarily with 5'x5' sheets of 9 ply (1/2") and 13 ply (3/4") plywood, but I occassionally cut 2" nominal thick wood as well. What kit would you recommend? Are your systems accurate enough to do angle cuts (45 deg?) thanks
The best machine due to the width, will be the greenBull 5x which would have a cutting surface of 5' x 10'. Also our machines with spindle are accurate for 1000's of an inch, and can do 45 degree angle cuts.
-
I bought Nema 24 motors and driver package with usb board. What do i need to have more speed? Cant even jog past 25 ipm without the motor stalling (not having enough torgue)
We recommend checking the dip switch settings on your drivers, having the correct microstepping/amp settings along with the steps/unit will help the motors run as effective as possible. This is a default parameter that we use while we test our motors: Driver dip switch settings will be at a 1/16 microstepping and 2.7amp (11001100) for x/y-axis and the z-axis will be at 1/4 microstepping and 2.7amp (10101100). In planet-cnc with increasing the motor speed, you will have to modify the settings in planet-cnc (File/settings/setup) you will modify the initial speed, maximum speed, and the acceleration. X/Y-axis step/unit: 1422.22 initial speed:500 maximum speed:750 acceleration:25 Z-axis step/unit: 1600 initial speed:100 maximum speed:300 acceleration:25 The initial speed and maximum speed will have to be roughly tested and adjusted per application. Make sure to adjust the JOG slide bard underneath the axis controls on screen to about 750, to compensate for your x/y-axis adjustments. If left alone the speed will max out at the default setting. Here is a video tutorial to calculate the steps required depending on your mechanical linear motion components. (https://www.youtube.com/watch?v=6vY26CIrVwg)
-
I bought Mach 4 and Mach 3 USB Motion card STB4100. The installation Manual you direct me to is for installing board with Mach3. Where can I find directions for the combination of products I bought? The axis motors are held stationary by the magnets but when I try to jog an axis from mach 4 program, no movement.
I am not using a parallell port. I am using a USB.
-
I am designing an altitude chamber to test the performance of my product at different altitude level up to 20k feet of height. My chamber dimensions are 1m x 1m x 1m. Can you propose a solution? E.g. vacuum pump model, pump controller, valve, etc.
Are you trying to maintain sea level atmospheric pressure within this chamber, or are you just wanting to sense the pressure within the chamber at that altitude to determine how your product performs? To respond, just enter another response on this page: https://buildyourcnc.com/FAQ/4675 and click on submit additional information. Additional Information: I would like to vary the pressure inside the chamber by using a vacuum pump, e.g. from 100kPa to 10kPa. It is to simulate the different altitude level. Then I will put my product in the chamber and test it at different pressure level. Additional Information: I would like to get a solution for designing this kind of chamber. Additional Information: Hi, can anyone advise on this? Additional Information: You can use our pressure sensor to dial-in the narrow range of vacuum that you need for your project. Build an air-tight enclosure/container that will contain the project components with some/one tube fittings at the exterior of the enclosure. The fitting(s) are needed to provide the vacuum within the container. The pressure sensor will need to also sense the pressure within the container, so, either a fitting is needed on the container, or in-line with the vacuum hose will need to be provided. You will also need a check valve in-line with the vacuum line between the pump and the container (before the pressure sensor fitting) so there will be no air escaping through the pump when the pump is not running. All of the components can be found here: https://buildyourcnc.com/category/pneumatic-hydraulic Additional Information: Additional Information: Additional Information:
-
How should I configure the 110v vfd with 2.2kw spindle? When I use the configuration on the spindle page, I get an over-current error (e.oc.a).
Please use these settings for our 110V VFD's: Change PD001 to '0' or '1' (source of run commands/one will be computer controlled) Change PD003 to 300 (main frequency - Hz) Change PD004 to 300 (base frequency - Hz) Change PD005 to 400 (max operating frequency - Hz) Change PD006 to 2.5 (intermediate frequency - Hz) Change PD008 to 110 (max voltage - V) Change PD009 to 15 (intermediate voltage - V) Change PD010 to 8 (minimum voltage - V) Change PD011 to 100 (frequency lower limit - Hz) Change PD142 to 7 (rated motor current - Amps) Change PD143 to 2 (motor pole number) Change PD144 to 3000 (rated motor revolution) For further info please refer to (https://www.buildyourcnc.com/item/spindle-inverter-2!2kw-spindle-novfd#prettyPhoto/9/) for wiring and other specifications. Please check you wiring to be correct as the illustrated photo on the diagram. Additional Information: PD003 should be set to the base operating freq. stamped on your motor/spindle typically 400hz Additional Information:
-
HOW LONG DOES THE TUBE LAST?
The average lifespan of a tube is 1000-1500 hours IF ran at a max of 16mA for most of it's life. It's life will go down if you run constantly at it's max rating. CO2 laser tubes also have a shelf life. So make sure to only buy a replacement tube close to when you plan to install it, keeping it on a shelf for the future will only compromise it's life span. To measure your amperage going through your system. You go from the negative line of the tube and run it THROUGH your multimeter/ammeter and back out to the laser PSU. This will give you your amp usage. It will not hurt your multimeter either. Just be sure your connections are very snug since 20,000V is liable to arc very easily if a connection comes loose. Additional Information: what is life span of CO2 generator in videojet laser coding machineVJ3320
-
HOW DO YOU SETUP THE SPINDLE INVERTER VFD?
Change PD001 Source of Run Commands to '1' Change PD005 Max operating frequency to 400hz Change PD004 base frequency to 400hz Change PD003 Main frequency to 400hz Change PD006 Intermediate frequency to 2.5 Change PD008 max voltage to 220v Change PD009 Intermediate voltage to 15v Change PD010 Min voltage to 8 Change PD011 frequency lower limit to >100hz (120hz to start) Change PD142 7 Amps Change PD143 2 Change PD144 3000 Note: PD001 had to be changed back to 0 to allow for keypad control. Note2: I had to reverse U and V to get the spindle to go forward in FWD. (reverse any two wires, u&v or w&v for example) Additional Information:
-
how do you hook up the 100 oz-in motor wires to the driver?
Black - A+, Green A-, Red B+, Blue B-
-
How can I decrease the rapid acceleration of the cutter from a completed cutting operation to a new location so that the stepper motor will not lose its steps and mess up the machine zero settings? I am using CamBam and Mach3 on my machine with a chain drive. what is the best way to reduce accleration
Decreasing the speed of acceleration in the cutter? Meaning of your router/spindle?, To modify the speed of a router will be going to the router itself and modifying the speed, but if a spindle is being used modifying it will be done either manually in the VFD (VFD Setup: Change PD001 to '0' (source of run commands) Change PD003 to 300 (main frequency - Hz) Change PD004 to 300 (base frequency - Hz) Change PD005 to 400 (max operating frequency - Hz) Change PD006 to 2.5 (intermediate frequency - Hz) Change PD008 to 220 (max voltage - V) Change PD009 to 15 (intermediate voltage - V) Change PD010 to 8 (minimum voltage - V) Change PD011 to 100 (frequency lower limit - Hz) Change PD142 to 7 (rated motor current - Amps) Change PD143 to 2 (motor pole number) Change PD144 to 3000 (rated motor revolution))<- make sure these are your settings in the VFD. If the spindle is wired to the breakout board and is working through Mach 3 then the modification will be done in your CamBam/Feed rate settings.
-
Hi Patrick right now I have a parallel port cnc machine that I built in 2013. I want to update my system to use a usb. Do you recommend changing my interface board to a Mach3 USB interface board or purchasing the UC 100 parallel port to USB adapter?
Do you have any intention to upgrade to Mach4? If you will be staying with Mach3 for a while, then the Mach3 USB interface is fine. If you intend to change to Mach4, then I would go with the Pokeys57CNC interface.
-
Helo. I'm using Meshcam to generate the toolpaths. What type of files should I "save as" for the greenbull CNC using Mach3 with the UC100 USB to Parallel?
The file type to save for use with Mach3 is .tap or .nc. Make sure that you specify Mach3 as the post processor in Meshcam.
-
Hello, will the 5x10, 40w laser cutting table cut nylon fabric like 1000D Cordura?
1000D Cordura is a woven fabric made with nylon. CO2 Lasers can cut nylon but nylon melts poorly, so the finish may not be acceptable. Additional Information: Thats what i was worried about. Is there any way i could get someone to run a quick test to see how the finish is? Im trying to decide to buy it or not. Most of our edges end up getting bound, so it may not be a big deal if they are a little rough Additional Information: If you send me a sample of the fabric, I have no problem putting it on my Vertical Laser XL and running a few passes at different speeds and intensities. Sounds like a good opportunity for a test on video. Additional Information: Also, please send me a MSDS if you can for the specific material that you have. I want to make sure there are no harmful gasses from other constituents of the fabric.
-
Hello - I have had some years of good use from my Blacktooth CN Laser, but had to reduce the speed on jobs over the last year to get satisfactory cutting. Recently, on a long job, the laser beam weakened and disappeared entirely over about 30 seconds (guess). I fixed a new tube, but this won't fire either. How can I safely test the output lead to see if it's dead or partially so?
It is most common for the laser tube to go out, after about 1000 hours of work time! It is strange that the new laser tube will not fire! We would recommend to check the tungsten leads, if they are making good contact! Also here is a link to a instructables page where they have tested a laser power supply! http://www.instructables.com/id/How-to-test-and-set-a-Chinese-China-made-CO2-Laser/?ALLSTEPS
-
For the XL Vertical Laser Machine I see it won't cut metal as it is only 80w. However, I noticed that you are working on 100w and 130w versions so will that be sufficient to cut through sheet metal? If so, how much longer until those are available?
Cutting metal with lasers even at 100W and 130W is difficult. The main problem is molten is a byproduct of lasing, which can severely damage the laser.
-
For cutting with the BlackTooth, what is the best type of clear plastic/acrylic to use, and can you recommend a source?
The blackTooth will cut acrylic very easily. The type of acrylic (cast or extruded) is not important since the acrylic itself has 100% absorption with CO2 lasers. Any plastic retailer, even the home improvements stores will have sheets of acrylic. Avoid using plastics that will off-gas toxic and corrosive fumes. One example is PVC which is Polyvinyl Chloride. The burning of that material will exhaust chloride into the air and combine with the hydrogen in the air causing a chemical reaction yielding hydrochloric acid which is corrosive and highly toxic to humans. Always read the MSDS (Material Safety Data Sheet) for any material that you intend to burn with the CO2 laser.
-
Do you sell leadscrews and ballnuts that are 5 TPI? I'd like 0.001" per step, using a 200 steps/rev (1.8 degree) motor.
We sell leadscews and anti-backlash nuts at the moment. Ballnuts will be available from us in the future. Specifically to your question, you want 0.001" resolution: The formula: (we are looking for a minimum of 1000 steps per inch steps = (motors steps)/(travel with one motor rotation) steps = (200 natural motor steps) x (microsteps ) / 0.5" travel (1/2" leadscrew 10 TPI 5 Starts) steps = 200 * microsteps / 0.5" multiply both sides by 0.5": steps * 0.5" = 200 * microsteps divide both sides by 200: (steps * 0.5") / 200 = microsteps replace steps with 1000: (1000 * 0.5") / 200 = microsteps 500 / 200 = microsteps 2.5 microsteps will provide .001" I would recommend 4 microsteps (1/4 microstepping), so your formula will be as follows: steps = steps/inch = (200 * 4) / 0.5" = 800 / 0.5" = 1600 steps/inch
-
Do you sell 1000mm long 40W laser tubes?
Our 40 watt Laser Tubes are approximately 712 mm or 28 inches in length. May I ask why are you looking for a longer laser tube? If you need the length to be able to fit in your existing machine, you should consider creating a new mount within the machine so a shorter tube can be mounted in the same location.
-
Do you cut Linear Guide Rail 20mm too 3000mm or at least 1500mm?
The HIWIN spec linear guide rail that we sell has a maximum length of 2000mm. We can cut them at 1500mm, or you can align them end-to-end if you need 3000mm (i.e. one full 2000mm and one 1000mm). https://www.buildyourcnc.com/item/mechanical-rails-HIWIN-Linear-20mm-Guide-Rail If you are referring to our round 20mm rail, they come in 1400mm full lengths and we can cut them to length as well. https://www.buildyourcnc.com/item/mechanical-rails-linear-guide-rails-20mm Both of the product pages have a cut to order price option.
-
Distance from laser tube exit to working point is 100 inches and three mirrors in between, is that a problem?
The maximum length from the exit of the laser to the focus point (what we recommend) is 60 inches. You will see a slight decrease in intensity from the laser with increased length, also adding more mirrors in-between the laser tube and the focus lens in the laser nozzle will also decrease the power/intensity.
-
connected 625oz motor using wire diagram, but motor sounds like it's skipping, am I doing something wrong or is this part DOA? I tried every combo of wiring up, some errored the controller, but the ones that 'worked' still sound terrible. Where do I go from here? - thx! -james
Are you referring to the 425 oz-in motor? How many motors and drivers have you connected? If you have connected more than one, are they all sounding the same? Additional Information: it's the 650oz motor. but I think I've got the problem solved. The motor tuning was way out of whack.. I hooked up the smaller 425oz motors and they were ALSO acting funny so I knew it was not them. Software. I'm still trying to find out what the best speeds are, so there is still some stutter and skipping. thanks for the quick response though, much appreciated. -james Additional Information: You will also want to look at your microstepping. Consider determining your expected mechanical steps per inch and desired jog speed (ipm) and you should have fewer issues. Use the formula: (motor steps * microsteps) / (number of inches of travel in one turn). The ipm for pulley or sprockets should be in the 500-1000 ipm range and for 5 start lead screw, in the 100-200 ipm range. The acceleration can be in the range of 10-40 depending on the mechanics and inertia involved. Additional Information: If you ask a question here like: what steps per inch should I set my axes? You will get the standard settings for our machines.
-
Can you put togheter laser with 100w power?
We are working on a laser that can accept longer tubes. Check the R&D page and vote, or add the project that you would like to see. https://www.buildyourcnc.com/ResDev.aspx
-
can you please tell me what is supported voltage and amperage for this combo connector https://buildyourcnc.com/item/electronicsandmotors-connector-round-female-male-4pin
The 4 pin male and female motor connectors are rated by their manufacturer at 100VAC and 2A.
-
Can you install a more powerful laser/tube for us if we pick the $2100 option to have you build it? It would be assumed that there would be a new price for the machine which would reflect the cost increase for the new laser. Please say yes, I know you can physically do it. I have faith in you
The space allotted for the laser tube on the blackTooth would not allow for a higher power laser tube. As the wattage of the laser tube increased, so does the length of the tube. We do have a larger and more powerful laser in design and should be available in the second quarter of 2015.