

Zuschneiden einer Plexiglasplatte mit dem Vertikal-Laser XL
Dies ist eine kurze Demonstration des Schneidens von Plexiglas (auch als Plexiglas bezeichnet) mit dem Vertikal-Laser XL. Ich verwende LaserCAD V7.58 für diese Demonstration, und dies ist die aktuelle Version zum Zeitpunkt der Erstellung dieses Videos. Die Abmessungen des Vertikal-Lasers XL in Millimetern betragen ungefähr 1200mm x 2400mm. Ich schneide eine Plexiglasplatte aus, die eine von etwa neun ist, die ich für ein Projekt verwende, an dem ich gerade arbeite. Das Plexiglas ist ungefähr 0,21 Zoll oder 5,5 mm dick. Für die Schnittparameter verwende ich eine maximale Laserleistung von 80 % und eine minimale Leistung von 50 % bei einer Geschwindigkeit von 7 mm/s. 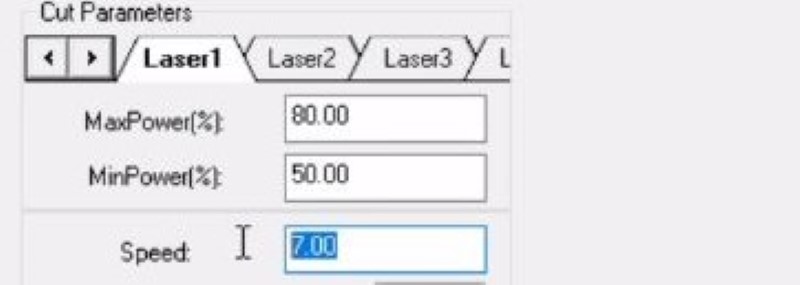 Die Schnitttiefe ist ein Gleichgewicht aus der maximalen Laser-Schneidleistung und der Geschwindigkeit des Laserschneideprozesses. Wenn Sie beispielsweise die doppelte Geschwindigkeit wählen, können Sie erwarten, nur die Hälfte des Materials zu schneiden, da der Laserschneider nicht genügend Zeit hat, vollständig durchzuschneiden. In diesem Fall sind 7 mm/s (Millimeter pro Sekunde) etwas langsam, aber ich wollte sicherstellen, dass ich beim ersten Durchgang vollständig durch das Plexiglas schneiden konnte. Ich verwende 80 % anstelle von 90 % oder 100 %, weil ich die Lebensdauer meiner Laserröhre maximieren möchte. Die Linienarbeit (Geometrie, die die quadratische Platte und die vier Kreise als Schraubenlöcher bildet) befindet sich auf der schwarzen Farbschicht. Die Schichten können unten in der Laser CAD-Oberfläche ausgewählt werden. Diese Schicht ist als „Schnitt“ bezeichnet, da der Laser dieser Geometrie folgt und entlang der Geometrie schneidet. Damit der Vertikal-Laser XL das Plexiglas gemäß der Geometrie schneiden kann, muss die Datei (die Geometrie und die Schichten als Anweisungen) an die Lasersteuerung des Vertikal-Lasers XL übertragen werden. Es gibt zwei Möglichkeiten, dies zu tun, und beide erfordern, dass Sie auf die Schaltfläche „Download“ auf der rechten Seite der LaserCAD-Benutzeroberfläche klicken. Ein Dialogfeld „Dokument herunterladen“ erscheint mit zwei Hauptschaltflächen zum Übertragen der Datei an den Laserschneider. Meine bevorzugte Methode ist, meinen Computer an die Lasersteuerung anzuschließen und auf die Schaltfläche „Dokument herunterladen“ zu klicken. Dadurch wird diese Datei auch zur Standarddatei in der Steuerung des Laserschneiders und ist sofort bereit, die Datei zu verarbeiten. Dies überträgt die Datei direkt an die Steuerung des Laserschneiders.
Die Schnitttiefe ist ein Gleichgewicht aus der maximalen Laser-Schneidleistung und der Geschwindigkeit des Laserschneideprozesses. Wenn Sie beispielsweise die doppelte Geschwindigkeit wählen, können Sie erwarten, nur die Hälfte des Materials zu schneiden, da der Laserschneider nicht genügend Zeit hat, vollständig durchzuschneiden. In diesem Fall sind 7 mm/s (Millimeter pro Sekunde) etwas langsam, aber ich wollte sicherstellen, dass ich beim ersten Durchgang vollständig durch das Plexiglas schneiden konnte. Ich verwende 80 % anstelle von 90 % oder 100 %, weil ich die Lebensdauer meiner Laserröhre maximieren möchte. Die Linienarbeit (Geometrie, die die quadratische Platte und die vier Kreise als Schraubenlöcher bildet) befindet sich auf der schwarzen Farbschicht. Die Schichten können unten in der Laser CAD-Oberfläche ausgewählt werden. Diese Schicht ist als „Schnitt“ bezeichnet, da der Laser dieser Geometrie folgt und entlang der Geometrie schneidet. Damit der Vertikal-Laser XL das Plexiglas gemäß der Geometrie schneiden kann, muss die Datei (die Geometrie und die Schichten als Anweisungen) an die Lasersteuerung des Vertikal-Lasers XL übertragen werden. Es gibt zwei Möglichkeiten, dies zu tun, und beide erfordern, dass Sie auf die Schaltfläche „Download“ auf der rechten Seite der LaserCAD-Benutzeroberfläche klicken. Ein Dialogfeld „Dokument herunterladen“ erscheint mit zwei Hauptschaltflächen zum Übertragen der Datei an den Laserschneider. Meine bevorzugte Methode ist, meinen Computer an die Lasersteuerung anzuschließen und auf die Schaltfläche „Dokument herunterladen“ zu klicken. Dadurch wird diese Datei auch zur Standarddatei in der Steuerung des Laserschneiders und ist sofort bereit, die Datei zu verarbeiten. Dies überträgt die Datei direkt an die Steuerung des Laserschneiders. 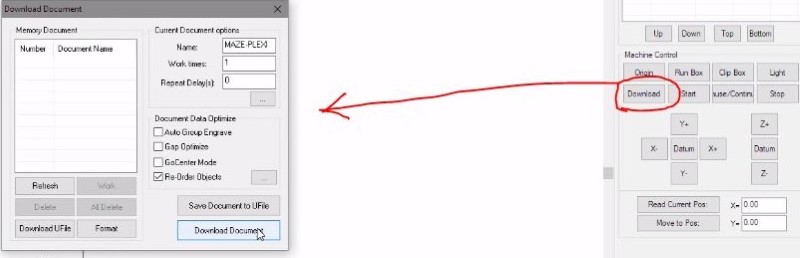 Alternativ können Sie die Datei zuerst auf einen USB-Stick (USB-Stick oder Flash-Laufwerk) übertragen und dann den USB-Stick an die Steuerung des Laserschneiders anschließen und die Datei über das Bedienfeld des Laserschneiders auswählen.
Alternativ können Sie die Datei zuerst auf einen USB-Stick (USB-Stick oder Flash-Laufwerk) übertragen und dann den USB-Stick an die Steuerung des Laserschneiders anschließen und die Datei über das Bedienfeld des Laserschneiders auswählen.  Nachdem ich den Vertikallaser und seine unterstützenden Geräte (Kühler, Vakuum, Kompressor) eingeschaltet habe, bewege ich die Düse im Allgemeinen an eine Position, an der ich mit dem Schneiden beginnen möchte. In meiner Konfiguration ist dies die untere linke Ecke der Geometrie. Sobald diese Position eingestellt ist, drücke ich die Taste „Origin“ auf dem Bedienfeld des Laserschneiders, wodurch der Referenzpunkt festgelegt wird. Anschließend drücke ich die Taste „Test“, die die Düse um die Geometrie (eine rechteckige Bewegung) bewegt, damit Sie den allgemeinen Bereich bestimmen können, in dem der Schnitt am Werkstück vorgenommen wird. Die Testtaste ist eine gute Funktion, um sicherzustellen, dass das Schneiden oder Gravieren in den erwarteten Bereichen des Werkstücks erfolgt.
Nachdem ich den Vertikallaser und seine unterstützenden Geräte (Kühler, Vakuum, Kompressor) eingeschaltet habe, bewege ich die Düse im Allgemeinen an eine Position, an der ich mit dem Schneiden beginnen möchte. In meiner Konfiguration ist dies die untere linke Ecke der Geometrie. Sobald diese Position eingestellt ist, drücke ich die Taste „Origin“ auf dem Bedienfeld des Laserschneiders, wodurch der Referenzpunkt festgelegt wird. Anschließend drücke ich die Taste „Test“, die die Düse um die Geometrie (eine rechteckige Bewegung) bewegt, damit Sie den allgemeinen Bereich bestimmen können, in dem der Schnitt am Werkstück vorgenommen wird. Die Testtaste ist eine gute Funktion, um sicherzustellen, dass das Schneiden oder Gravieren in den erwarteten Bereichen des Werkstücks erfolgt.  Das passiert, wenn Sie den Kompressor nicht einschalten. Ein Luftkompressor ist bei diesen Laserschneidemaschinen extrem wichtig. Der Kompressor wird hauptsächlich verwendet, um Flammen und Stichflammen an der Laserposition zu löschen und so viel Kohlenstoff wie möglich zu entfernen, wenn Materialien, die verkohlen, gelasert werden. Luft vom Luftkompressor sorgt für Luftstrom an der Düse, und ich stelle den Kompressor im Allgemeinen auf einen Ausgangsdruck von etwa 20 psi ein. Ich stoppte den Vorgang schnell, als ich die Flamme an der Laserposition bemerkte. Der Laserschneider kann schnell mit der Taste „Stop“ auf dem Bedienfeld des Laserschneiders angehalten werden. Ich schaltete den Kompressor ein, und das Lasern zeigte nun ein sehr intensives Licht an der Schnittstelle. Die Steuerung optimiert den Schneidevorgang, indem sie die Geometrie in der Nähe der Mitte schneidet und sich nach außen arbeitet. Dieser Prozess kann bei Bedarf außer Kraft gesetzt werden, aber mir gefällt, wie das funktioniert.
Das passiert, wenn Sie den Kompressor nicht einschalten. Ein Luftkompressor ist bei diesen Laserschneidemaschinen extrem wichtig. Der Kompressor wird hauptsächlich verwendet, um Flammen und Stichflammen an der Laserposition zu löschen und so viel Kohlenstoff wie möglich zu entfernen, wenn Materialien, die verkohlen, gelasert werden. Luft vom Luftkompressor sorgt für Luftstrom an der Düse, und ich stelle den Kompressor im Allgemeinen auf einen Ausgangsdruck von etwa 20 psi ein. Ich stoppte den Vorgang schnell, als ich die Flamme an der Laserposition bemerkte. Der Laserschneider kann schnell mit der Taste „Stop“ auf dem Bedienfeld des Laserschneiders angehalten werden. Ich schaltete den Kompressor ein, und das Lasern zeigte nun ein sehr intensives Licht an der Schnittstelle. Die Steuerung optimiert den Schneidevorgang, indem sie die Geometrie in der Nähe der Mitte schneidet und sich nach außen arbeitet. Dieser Prozess kann bei Bedarf außer Kraft gesetzt werden, aber mir gefällt, wie das funktioniert.  Bevor Sie diesen oder einen anderen Laserschneider und -gravierer verwenden, stellen Sie sicher, dass Sie Ihre Schutzausrüstung (Schutzbrille für CO2-Laserwellenlängen) tragen. Die Tür der Maschine sollte geschlossen sein und Sie sollten nicht direkt in das Licht schauen, da das Licht an der Schnittstelle so intensiv ist, dass es störend und wahrscheinlich gefährlich sein kann (ähnlich dem Licht beim Schweißen). Halten Sie für diesen und alle Laserschneider immer einen Feuerlöscher bereit. Das Plexiglas, das an den Türen dieser Laserschneider verwendet wird, ist leicht entflammbar.
Bevor Sie diesen oder einen anderen Laserschneider und -gravierer verwenden, stellen Sie sicher, dass Sie Ihre Schutzausrüstung (Schutzbrille für CO2-Laserwellenlängen) tragen. Die Tür der Maschine sollte geschlossen sein und Sie sollten nicht direkt in das Licht schauen, da das Licht an der Schnittstelle so intensiv ist, dass es störend und wahrscheinlich gefährlich sein kann (ähnlich dem Licht beim Schweißen). Halten Sie für diesen und alle Laserschneider immer einen Feuerlöscher bereit. Das Plexiglas, das an den Türen dieser Laserschneider verwendet wird, ist leicht entflammbar.  So sieht das fertige Teil aus, ohne die entfernte Plexiglas-Schutzfolie. Im Gegensatz zum Schneiden von Plexiglas mit einem CNC-Fräser hinterlässt der Laserschneider die Kante glänzend und transparent, während der CNC-Fräser der Kante ein eher mattes Aussehen verleiht. Ich hoffe, dies hilft Ihnen beim Plexiglas-Schneiden. Vielen Dank für Ihren Besuch und die Durchsicht dieses Tutorials.
So sieht das fertige Teil aus, ohne die entfernte Plexiglas-Schutzfolie. Im Gegensatz zum Schneiden von Plexiglas mit einem CNC-Fräser hinterlässt der Laserschneider die Kante glänzend und transparent, während der CNC-Fräser der Kante ein eher mattes Aussehen verleiht. Ich hoffe, dies hilft Ihnen beim Plexiglas-Schneiden. Vielen Dank für Ihren Besuch und die Durchsicht dieses Tutorials.
Die Schnitttiefe ist ein Gleichgewicht aus der maximalen Laser-Schneidleistung und der Geschwindigkeit des Laserschneideprozesses. Wenn Sie beispielsweise die doppelte Geschwindigkeit wählen, können Sie erwarten, nur die Hälfte des Materials zu schneiden, da der Laserschneider nicht genügend Zeit hat, vollständig durchzuschneiden. In diesem Fall sind 7 mm/s (Millimeter pro Sekunde) etwas langsam, aber ich wollte sicherstellen, dass ich beim ersten Durchgang vollständig durch das Plexiglas schneiden konnte. Ich verwende 80 % anstelle von 90 % oder 100 %, weil ich die Lebensdauer meiner Laserröhre maximieren möchte. Die Linienarbeit (Geometrie, die die quadratische Platte und die vier Kreise als Schraubenlöcher bildet) befindet sich auf der schwarzen Farbschicht. Die Schichten können unten in der Laser CAD-Oberfläche ausgewählt werden. Diese Schicht ist als „Schnitt“ bezeichnet, da der Laser dieser Geometrie folgt und entlang der Geometrie schneidet. Damit der Vertikal-Laser XL das Plexiglas gemäß der Geometrie schneiden kann, muss die Datei (die Geometrie und die Schichten als Anweisungen) an die Lasersteuerung des Vertikal-Lasers XL übertragen werden. Es gibt zwei Möglichkeiten, dies zu tun, und beide erfordern, dass Sie auf die Schaltfläche „Download“ auf der rechten Seite der LaserCAD-Benutzeroberfläche klicken. Ein Dialogfeld „Dokument herunterladen“ erscheint mit zwei Hauptschaltflächen zum Übertragen der Datei an den Laserschneider. Meine bevorzugte Methode ist, meinen Computer an die Lasersteuerung anzuschließen und auf die Schaltfläche „Dokument herunterladen“ zu klicken. Dadurch wird diese Datei auch zur Standarddatei in der Steuerung des Laserschneiders und ist sofort bereit, die Datei zu verarbeiten. Dies überträgt die Datei direkt an die Steuerung des Laserschneiders. Alternativ können Sie die Datei zuerst auf einen USB-Stick (USB-Stick oder Flash-Laufwerk) übertragen und dann den USB-Stick an die Steuerung des Laserschneiders anschließen und die Datei über das Bedienfeld des Laserschneiders auswählen. Nachdem ich den Vertikallaser und seine unterstützenden Geräte (Kühler, Vakuum, Kompressor) eingeschaltet habe, bewege ich die Düse im Allgemeinen an eine Position, an der ich mit dem Schneiden beginnen möchte. In meiner Konfiguration ist dies die untere linke Ecke der Geometrie. Sobald diese Position eingestellt ist, drücke ich die Taste „Origin“ auf dem Bedienfeld des Laserschneiders, wodurch der Referenzpunkt festgelegt wird. Anschließend drücke ich die Taste „Test“, die die Düse um die Geometrie (eine rechteckige Bewegung) bewegt, damit Sie den allgemeinen Bereich bestimmen können, in dem der Schnitt am Werkstück vorgenommen wird. Die Testtaste ist eine gute Funktion, um sicherzustellen, dass das Schneiden oder Gravieren in den erwarteten Bereichen des Werkstücks erfolgt. Das passiert, wenn Sie den Kompressor nicht einschalten. Ein Luftkompressor ist bei diesen Laserschneidemaschinen extrem wichtig. Der Kompressor wird hauptsächlich verwendet, um Flammen und Stichflammen an der Laserposition zu löschen und so viel Kohlenstoff wie möglich zu entfernen, wenn Materialien, die verkohlen, gelasert werden. Luft vom Luftkompressor sorgt für Luftstrom an der Düse, und ich stelle den Kompressor im Allgemeinen auf einen Ausgangsdruck von etwa 20 psi ein. Ich stoppte den Vorgang schnell, als ich die Flamme an der Laserposition bemerkte. Der Laserschneider kann schnell mit der Taste „Stop“ auf dem Bedienfeld des Laserschneiders angehalten werden. Ich schaltete den Kompressor ein, und das Lasern zeigte nun ein sehr intensives Licht an der Schnittstelle. Die Steuerung optimiert den Schneidevorgang, indem sie die Geometrie in der Nähe der Mitte schneidet und sich nach außen arbeitet. Dieser Prozess kann bei Bedarf außer Kraft gesetzt werden, aber mir gefällt, wie das funktioniert. Bevor Sie diesen oder einen anderen Laserschneider und -gravierer verwenden, stellen Sie sicher, dass Sie Ihre Schutzausrüstung (Schutzbrille für CO2-Laserwellenlängen) tragen. Die Tür der Maschine sollte geschlossen sein und Sie sollten nicht direkt in das Licht schauen, da das Licht an der Schnittstelle so intensiv ist, dass es störend und wahrscheinlich gefährlich sein kann (ähnlich dem Licht beim Schweißen). Halten Sie für diesen und alle Laserschneider immer einen Feuerlöscher bereit. Das Plexiglas, das an den Türen dieser Laserschneider verwendet wird, ist leicht entflammbar. So sieht das fertige Teil aus, ohne die entfernte Plexiglas-Schutzfolie. Im Gegensatz zum Schneiden von Plexiglas mit einem CNC-Fräser hinterlässt der Laserschneider die Kante glänzend und transparent, während der CNC-Fräser der Kante ein eher mattes Aussehen verleiht. Ich hoffe, dies hilft Ihnen beim Plexiglas-Schneiden. Vielen Dank für Ihren Besuch und die Durchsicht dieses Tutorials.