
Praktische CNC-Tischlerei Teil 1 – Fingerzinken
Teilen
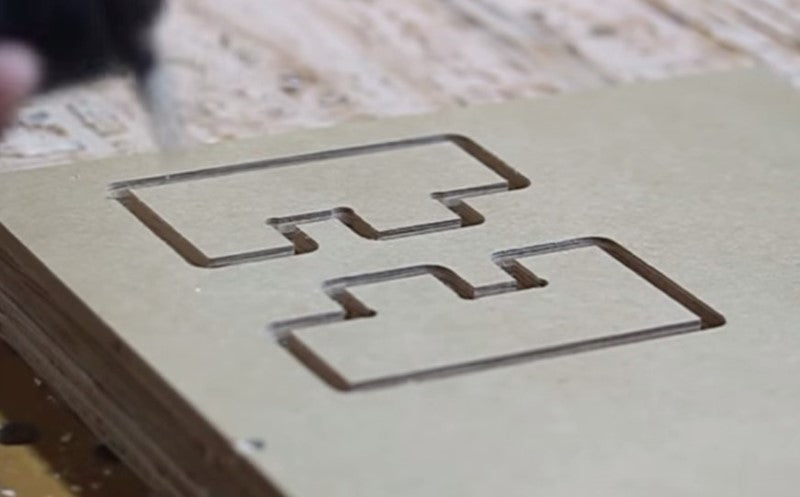
In diesem Video demonstrieren wir praktische CNC-Holzverbindungen (praktisch bedeutet, dass keine speziellen Vorrichtungen benötigt werden). Das Material ist 3/4 Zoll Plattenmaterial, und die Teile werden mit einer 3-Achsen-CNC-Maschine (unserem GreenBull) gefräst. Wir beginnen mit einer einfachen Verbindung, einer Fingerzinkenverbindung. Diese Verbindung – wie ihr Name schon sagt – weist Vorsprünge auf, die die Dicke des Holzes messen, sodass die Ecke beim Zusammenfügen bündig ist. Beide Holzteile haben diese Vorsprünge gegeneinander versetzt, damit sie korrekt zusammenpassen. Ziel ist es, die Zinken so zu bemessen, dass sie fest sitzen, aber etwas Holzleim hinzugefügt werden kann, um sie dauerhaft zu sichern. Die Fingerzinkenverbindung rastet nicht ein, es sei denn, die Verbindung ist sehr fest, aber selbst bei einem festen Sitz ist die Verbindung (ohne Leim) nicht dauerhaft. AutoCAD wurde verwendet, um die Teile zu entwerfen. Die Teile sind klein, um die Verbindung spezifisch zu demonstrieren. Die Verbindung ist vier Zoll breit mit je einem Zoll breiten Zinken. Das von uns verwendete Plattenmaterial maß tatsächlich 0,755 Zoll, daher wollten wir etwas über 0,755 Zoll hinausgehen, um die Ecke auszugleichen. Wir verwendeten 0,757 Zoll für alle diese Zinken. Wir hatten dann vier Zoll Breite und die Zinken ragten 0,757 Zoll heraus, wobei jeder Zinken einen Zoll breit war. Wir nahmen dasselbe Stück und drehten es um 180 Grad. Zuerst verbanden wir alle Linien, um ein Polygon zu erstellen. Dann kopierten und drehten wir es. Normalerweise würden wir eine kleine Toleranz zwischen den Zinken lassen und sie etwas dünner machen, aber für den Moment behielten wir sie bei Null, um zu sehen, ob das Holz nachgiebig genug war, um dies zu tun; wenn nicht, müssten wir eine Verschiebung von einem Tausendstel Zoll hinzufügen. Die Innenecken werden nicht perfekt rechtwinklig sein, da wir einen runden Fräser verwendet haben. Der Fräser musste einen Überfräsen durchführen, um bündig an die angrenzende Ecke passen zu können. Dies ist auch ein guter Ort, damit etwas Leim sitzt, um zusätzliche Festigkeit zu bieten. Die abgerundete Ecke bietet auch eine Entlastung für jeglichen Stress an der Ecke oder Spannungsrisse, die entstehen könnten. Nun möchten wir die Datei in unser CAM-Programm eingeben, um die Bearbeitungsvorgänge festzulegen. Speichern Sie sie als DXF-Datei. Dafür werden wir CAMBAM verwenden. Sobald Sie die beiden ausgewählt haben, erstellen Sie ein Schrupp- und Schlichtprofil. Wir verwenden Stile, um dies zu tun, damit wir die Parameter nicht ständig anpassen müssen. Unser Schruppdurchgang hat einen Abstand von 0,01 Zoll, sodass beim Schlichten nur dieses kleine Materialstück abgeschert wird. Wir wollen nur zwei Haltestege an diesen, also wählen wir beide aus und ändern unsere Haltestege auf ein Minimum von zwei. Der Schruppdurchgang führt tatsächlich zwei Durchgänge aus, und dann führt der Schlichtdurchgang einen einzigen Durchgang aus, der am Ende nur ein kleines Materialstück abschert. Er wird auch den Überfräsen durchführen, und Sie können innerhalb des Profils unter den Parametern sehen, dass der Eckenüberfräsen wahr ist, dies ist also ein automatischer Bearbeitungsvorgang, den CAMBAM bietet. Als Nächstes gehen wir zur CNC-Maschine, um es auszuschneiden. Wir haben unser Rohmaterial eingerichtet und werden die X-, Y- und Z-Achsen nullen. Es ist nicht zwingend erforderlich, dass die Z-Achse perfekt auf der Oberfläche genullt ist, wir sind so nah wie möglich herangegangen, aber da dies keine Verriegelungsverbindung ist und die Verbindungen hauptsächlich auf den X- und Y-Tiefen basieren, hängt es wirklich nur von der X-Achse ab, um die richtige Dicke zu erhalten, sodass die Z-Achse nicht wirklich perfekt sein muss. Nach dem Nullstellen sind wir bereit, die Maschine zu starten. Wir haben die beiden Teile ausgeschnitten und die Haltestege intakt gelassen, weil wir die Spiegelung der beiden Teile testen wollten. Sie können im Video sehen, dass es einen leichten Überfräsen gibt, dies ist wirklich eine Möglichkeit für die kurze Kante, sich zu treffen und nicht mit der Krümmung zu kollidieren, die aufgrund des Schaftfräsers hätte entstehen können. Dies ist auch ein Spannungsentlastungspunkt. Wenn Sie eine perfekte Innenecke hätten, gäbe es einen Spannungspunkt für Risse, so dass dies tatsächlich sehr gut funktioniert. Unser Werkstattmitarbeiter sagt uns, dass dies ein guter Ort für Leim ist, um das Stück noch besser zu machen. Denken Sie daran, wir haben keine Toleranz zwischen den Teilen gelassen, sodass sie direkt aufeinander liegen. Wir wollen, dass sie sehr fest sitzen. Sie können sie mit einem Schraubstock zusammenfügen, und sie werden sich nie lösen. Möglicherweise müssen Sie die Tiefen dieser Enden etwas anpassen, um sie etwas tiefer zu machen. Diese Teile der Zinken ragen nicht über die Hirnholzbereiche hinaus, da es schwieriger wäre, die Oberfläche glatt zu machen. Wenn Sie ein laminiertes Produkt verwenden, möchten Sie keinen Teil des laminierten Bereichs abschleifen. Die Fingerzinkenverbindung ist nun fertig, und es gibt keine Toleranz, daher möchten Sie vielleicht eine kleine Toleranz hinzufügen, um es einfacher zu machen und damit Leim dazwischen sitzen kann. Ein weiterer Aspekt dieser Fingerzinkenverbindung ist, dass diese Enden perfekt bündig sind. Es gibt keinen Unterschied zwischen ihnen, so dass dies sehr gut funktioniert hat. Wir haben dies auch in einen Schraubstock gespannt, um es etwas fester anzuziehen. Es konnte sich ein wenig bewegen, aber nicht genug, um es perfekt bündig zu machen, daher möchten Sie es etwa 0,005 Zoll zurückbewegen. So stellen wir eine Fingerzinkenverbindung mit einer CNC-Maschine her.