
Laseroptik und die Auswahl der richtigen Linse für Ihre CO2-Anwendung
Ich möchte die optischen Eigenschaften von Laserschneide- und Graviermaschinen erläutern. Hier ist die Ausgangsseite einer typischen CO2-Laserröhre, die in den meisten Laserschneidern und -gravierern verwendet wird. Die magentafarbenen Linien stellen die Laserenergie vom Ausgang der Laserröhre dar. Diese Laserenergie, die aus der CO2-Laserröhre kommt, ist ungebündelt und hat meiner Erfahrung nach einen ungefähren Durchmesser von 4 mm. Die Breite der Laserenergie ist über eine große Entfernung konstant, so dass es möglich ist, eine Laserdichte mit sehr geringer Varianz im Strahldurchmesser aufrechtzuerhalten, was wichtig ist, um sicherzustellen, dass dieser Strahl keine Energie verliert, wenn er schließlich die Linse durchquert. Obwohl dieser Strahl ungebündelt ist, kann er Materialien immer noch verbrennen; jedoch nicht so intensiv wie der gebündelte Teil des Strahls, wenn er eine Linse durchquert. 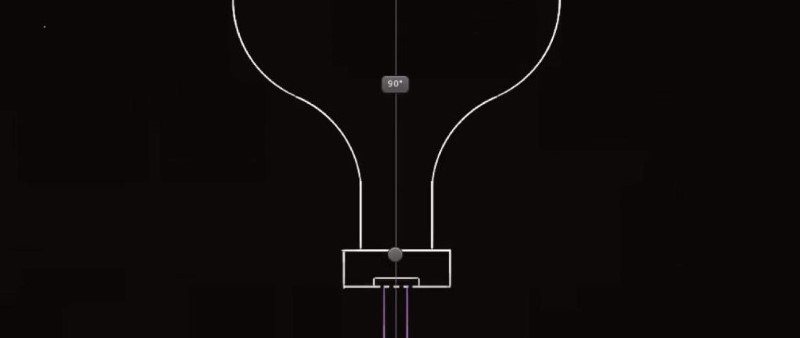 Bevor ich zu den Linsen komme, möchte ich etwas darüber erklären, wie diese in Maschinen verwendet werden und wie der Strahl schließlich zu der Linse geleitet wird, die im Inneren der Düse eingeschlossen ist. Typischerweise haben Maschinen Spiegel, auf denen die Laserenergie (Strahl) abprallt, um zu einem anderen Bereich der Maschine geleitet zu werden. Bei den meisten Maschinen gibt es 3 Hauptspiegel, die es ermöglichen, dass die Laserröhre des Laserschneiders in der Maschine stationär ist. Bei diesen Maschinentypen verwendet die Laserröhre einen Spiegel, um den Strahl zum Portal der Maschine zu lenken, das sich hin und her bewegt (es sei denn, die Röhre ist am Portal befestigt). Der Laserspiegel am Portal lenkt den Laserstrahl zum Spiegel an der Düse, dann lenkt der letzte Spiegel den Laserstrahl zur Fokussierlinse des Laserschneiders.
Bevor ich zu den Linsen komme, möchte ich etwas darüber erklären, wie diese in Maschinen verwendet werden und wie der Strahl schließlich zu der Linse geleitet wird, die im Inneren der Düse eingeschlossen ist. Typischerweise haben Maschinen Spiegel, auf denen die Laserenergie (Strahl) abprallt, um zu einem anderen Bereich der Maschine geleitet zu werden. Bei den meisten Maschinen gibt es 3 Hauptspiegel, die es ermöglichen, dass die Laserröhre des Laserschneiders in der Maschine stationär ist. Bei diesen Maschinentypen verwendet die Laserröhre einen Spiegel, um den Strahl zum Portal der Maschine zu lenken, das sich hin und her bewegt (es sei denn, die Röhre ist am Portal befestigt). Der Laserspiegel am Portal lenkt den Laserstrahl zum Spiegel an der Düse, dann lenkt der letzte Spiegel den Laserstrahl zur Fokussierlinse des Laserschneiders. 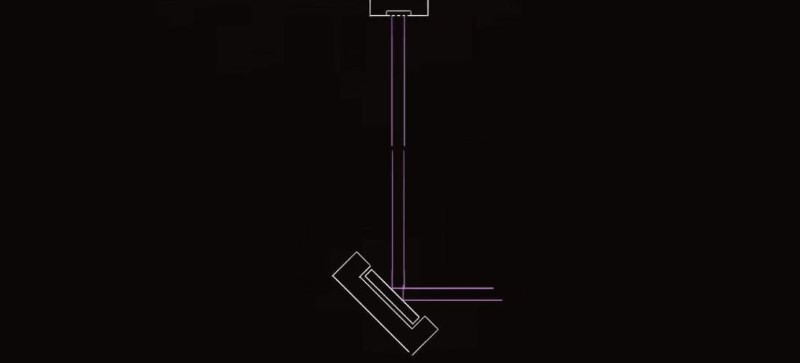 In diesem Tutorial möchte ich hauptsächlich die Fokuskonvergenz zeigen, um ein besseres Verständnis dafür zu vermitteln, wie der Strahl nach dem Durchgang durch die Linse des Laserschneiders gebündelt wird. Die Fokussierlinse des Laserschneiders wird "bauchaufwärts" in die Maschine eingesetzt, d.h. der konvexe Teil der Linse empfängt den ungebündelten Strahl aus der Laserröhre. Achten Sie nicht zu sehr auf die tatsächlichen Winkel in den Zeichnungen, da diese der Veranschaulichung dienen und eine Idee vermitteln sollen.
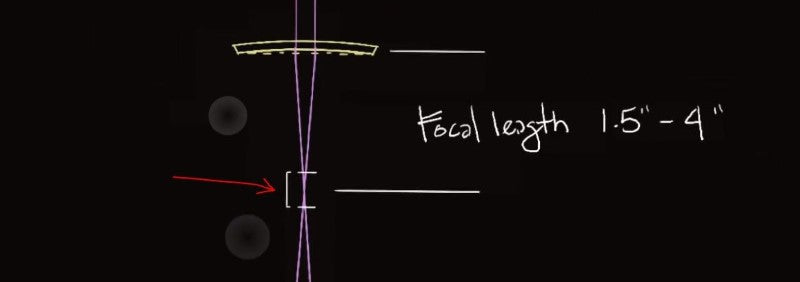
In diesem Tutorial möchte ich hauptsächlich die Fokuskonvergenz zeigen, um ein besseres Verständnis dafür zu vermitteln, wie der Strahl nach dem Durchgang durch die Linse des Laserschneiders gebündelt wird. Die Fokussierlinse des Laserschneiders wird "bauchaufwärts" in die Maschine eingesetzt, d.h. der konvexe Teil der Linse empfängt den ungebündelten Strahl aus der Laserröhre. Achten Sie nicht zu sehr auf die tatsächlichen Winkel in den Zeichnungen, da diese der Veranschaulichung dienen und eine Idee vermitteln sollen. 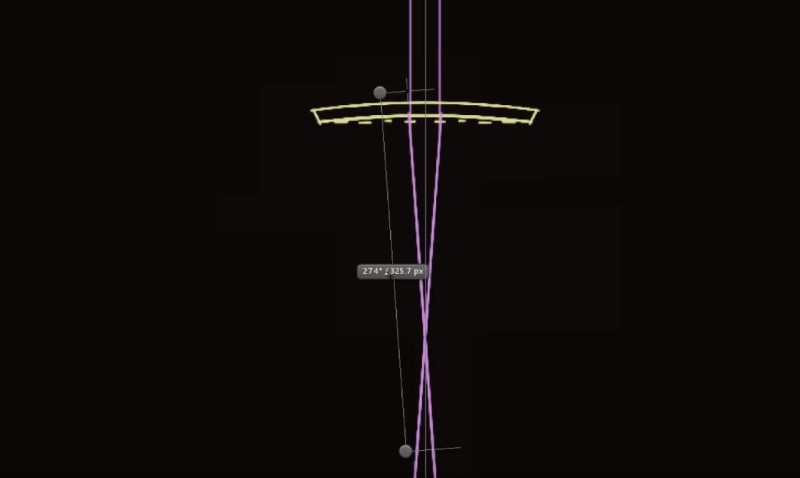 Der Abstand von der Linse bis zu dem Punkt, an dem der Laserstrahl konvergiert, wird als Brennweite der Fokussierlinse des Laserschneiders bezeichnet. Typische Brennweiten sind 1,5", 2", 3" und 4" (38,1 mm, 50,8, 76,2 mm bzw. 101,6 mm).
Der Abstand von der Linse bis zu dem Punkt, an dem der Laserstrahl konvergiert, wird als Brennweite der Fokussierlinse des Laserschneiders bezeichnet. Typische Brennweiten sind 1,5", 2", 3" und 4" (38,1 mm, 50,8, 76,2 mm bzw. 101,6 mm). 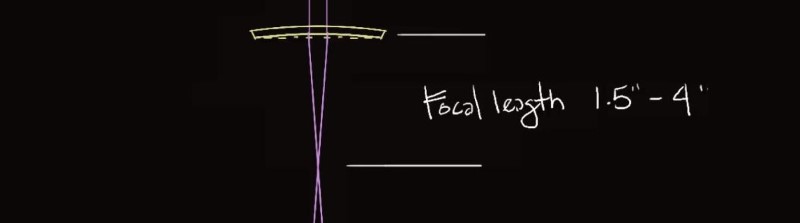 Am eigentlichen Brennpunkt gibt es einen Abstand, wo die Laserkonvergenz eng ist und einen sehr kleinen fokussierten Bereich beibehält. Dieser Abstand wird als Toleranz des Laserfokus bezeichnet.
Am eigentlichen Brennpunkt gibt es einen Abstand, wo die Laserkonvergenz eng ist und einen sehr kleinen fokussierten Bereich beibehält. Dieser Abstand wird als Toleranz des Laserfokus bezeichnet. 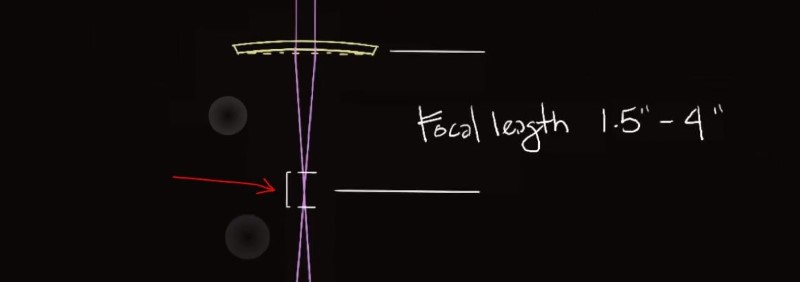 Warum brauchen Sie also Linsen mit unterschiedlichen Brennweiten? Sie müssen die Linse auswählen, die für Ihre Anwendung am besten geeignet ist. In der Abbildung zeige ich drei Linsen, die unterschiedliche Brennweiten aufweisen, und Sie werden sehen, wie sich dies auf die Eigenschaften des konvergierten Laserstrahls auswirkt. Ich werde diese als 2", 3" und 4" Brennweite zeigen. Sie sehen, dass die Konvergenz bei 3" etwas geringer ist als bei 2" und die 4"-Konvergenz etwas geringer als die 3"-Konvergenz, aber das ist nicht der wichtigste Aspekt der Brennweiten. Die Anwendung unterschiedlicher Brennweiten hat mehr mit der Fokustoleranz als mit der Brennweite zu tun. Die Brennweite ist eigentlich ein unerwünschter Aspekt der Linse, da sie eine Maschine erfordert, die in der Höhe verstellbar ist und das Werkstück weit genug (oder nah genug) an der Laserlinse sein muss. Sie werden in der Abbildung sehen, dass die Fokustoleranz mit der Linse länger wird, die eine längere Brennweite hat, weil der Konvergenzabstand eine längere Spanne hat und allmählicher zusammenläuft. Wenn die Brennweite ein Problem verursacht, bei dem Ihre Maschine nicht die ausreichende Tiefe hat, damit der fokussierte Teil das Werkstück richtig trifft, können modifizierte Düsen erworben werden.
Warum brauchen Sie also Linsen mit unterschiedlichen Brennweiten? Sie müssen die Linse auswählen, die für Ihre Anwendung am besten geeignet ist. In der Abbildung zeige ich drei Linsen, die unterschiedliche Brennweiten aufweisen, und Sie werden sehen, wie sich dies auf die Eigenschaften des konvergierten Laserstrahls auswirkt. Ich werde diese als 2", 3" und 4" Brennweite zeigen. Sie sehen, dass die Konvergenz bei 3" etwas geringer ist als bei 2" und die 4"-Konvergenz etwas geringer als die 3"-Konvergenz, aber das ist nicht der wichtigste Aspekt der Brennweiten. Die Anwendung unterschiedlicher Brennweiten hat mehr mit der Fokustoleranz als mit der Brennweite zu tun. Die Brennweite ist eigentlich ein unerwünschter Aspekt der Linse, da sie eine Maschine erfordert, die in der Höhe verstellbar ist und das Werkstück weit genug (oder nah genug) an der Laserlinse sein muss. Sie werden in der Abbildung sehen, dass die Fokustoleranz mit der Linse länger wird, die eine längere Brennweite hat, weil der Konvergenzabstand eine längere Spanne hat und allmählicher zusammenläuft. Wenn die Brennweite ein Problem verursacht, bei dem Ihre Maschine nicht die ausreichende Tiefe hat, damit der fokussierte Teil das Werkstück richtig trifft, können modifizierte Düsen erworben werden. 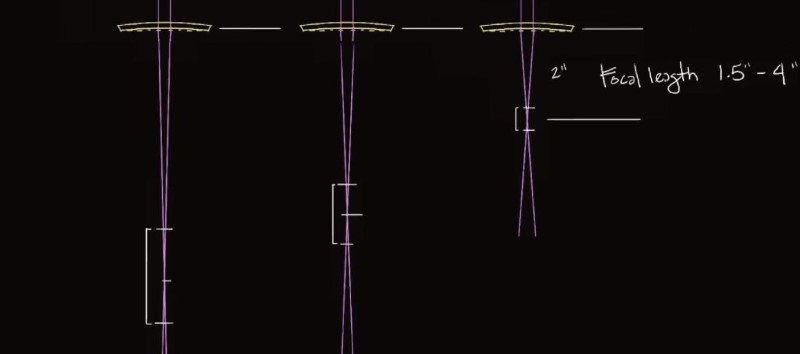 Die Toleranz der 2"-Brennweitenlinse ist kurz und liefert den kleinsten Punktbrand oder die engste Schnittfuge. Dies ist besonders gut für die Fotogravur und das Laserschneiden dünner Materialien in einem einzigen Durchgang. Im Extremfall hat die 4"-Brennweitenlinse die größte fokussierte Toleranzlänge und eignet sich am besten zum Schneiden dickerer Materialien und ist nicht am besten für die Fotogravur geeignet; das Gravieren von Schriftzügen auf der Oberfläche des Werkstücks ist jedoch für die meisten Anwendungen ausreichend. Die 4"-Brennweite ist schwieriger, den tatsächlichen Fokusabstand von der Düse zu bestimmen. Die Schrägtechnik zur Bestimmung des Fokus der Linse ist eine Technik, die sich bei uns bewährt hat, bei der ein Werkstück in der Maschine aufgestellt wird und die Maschine eine Linie entlang dieses schrägen Werkstücks brennt, wobei der Brand den Bereich der Strahlbreiten entlang dieser Brandlinie zeigt. Dies ermöglicht es Ihnen, den am stärksten fokussierten Teil zu finden und den Toleranzbereich zu bestimmen. Der Toleranzbereich kann markiert werden und der Mittelpunkt dieses Toleranzbereichs ist der am besten fokussierte Teil des Strahls.
Die Toleranz der 2"-Brennweitenlinse ist kurz und liefert den kleinsten Punktbrand oder die engste Schnittfuge. Dies ist besonders gut für die Fotogravur und das Laserschneiden dünner Materialien in einem einzigen Durchgang. Im Extremfall hat die 4"-Brennweitenlinse die größte fokussierte Toleranzlänge und eignet sich am besten zum Schneiden dickerer Materialien und ist nicht am besten für die Fotogravur geeignet; das Gravieren von Schriftzügen auf der Oberfläche des Werkstücks ist jedoch für die meisten Anwendungen ausreichend. Die 4"-Brennweite ist schwieriger, den tatsächlichen Fokusabstand von der Düse zu bestimmen. Die Schrägtechnik zur Bestimmung des Fokus der Linse ist eine Technik, die sich bei uns bewährt hat, bei der ein Werkstück in der Maschine aufgestellt wird und die Maschine eine Linie entlang dieses schrägen Werkstücks brennt, wobei der Brand den Bereich der Strahlbreiten entlang dieser Brandlinie zeigt. Dies ermöglicht es Ihnen, den am stärksten fokussierten Teil zu finden und den Toleranzbereich zu bestimmen. Der Toleranzbereich kann markiert werden und der Mittelpunkt dieses Toleranzbereichs ist der am besten fokussierte Teil des Strahls. 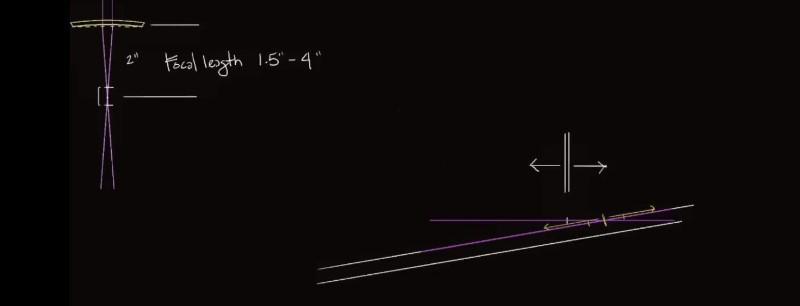 Ich hoffe, dies hat Ihr Verständnis der Optik von Laserschneidern und -gravierern verbessert. Denken Sie daran, die Materialien zu recherchieren, die Sie lasern möchten, um sicherzustellen, dass die Dämpfe des Laserns Ihnen oder der Maschine keinen Schaden zufügen.
Ich hoffe, dies hat Ihr Verständnis der Optik von Laserschneidern und -gravierern verbessert. Denken Sie daran, die Materialien zu recherchieren, die Sie lasern möchten, um sicherzustellen, dass die Dämpfe des Laserns Ihnen oder der Maschine keinen Schaden zufügen.
Bevor ich zu den Linsen komme, möchte ich etwas darüber erklären, wie diese in Maschinen verwendet werden und wie der Strahl schließlich zu der Linse geleitet wird, die im Inneren der Düse eingeschlossen ist. Typischerweise haben Maschinen Spiegel, auf denen die Laserenergie (Strahl) abprallt, um zu einem anderen Bereich der Maschine geleitet zu werden. Bei den meisten Maschinen gibt es 3 Hauptspiegel, die es ermöglichen, dass die Laserröhre des Laserschneiders in der Maschine stationär ist. Bei diesen Maschinentypen verwendet die Laserröhre einen Spiegel, um den Strahl zum Portal der Maschine zu lenken, das sich hin und her bewegt (es sei denn, die Röhre ist am Portal befestigt). Der Laserspiegel am Portal lenkt den Laserstrahl zum Spiegel an der Düse, dann lenkt der letzte Spiegel den Laserstrahl zur Fokussierlinse des Laserschneiders. In diesem Tutorial möchte ich hauptsächlich die Fokuskonvergenz zeigen, um ein besseres Verständnis dafür zu vermitteln, wie der Strahl nach dem Durchgang durch die Linse des Laserschneiders gebündelt wird. Die Fokussierlinse des Laserschneiders wird "bauchaufwärts" in die Maschine eingesetzt, d.h. der konvexe Teil der Linse empfängt den ungebündelten Strahl aus der Laserröhre. Achten Sie nicht zu sehr auf die tatsächlichen Winkel in den Zeichnungen, da diese der Veranschaulichung dienen und eine Idee vermitteln sollen. Der Abstand von der Linse bis zu dem Punkt, an dem der Laserstrahl konvergiert, wird als Brennweite der Fokussierlinse des Laserschneiders bezeichnet. Typische Brennweiten sind 1,5", 2", 3" und 4" (38,1 mm, 50,8, 76,2 mm bzw. 101,6 mm). Am eigentlichen Brennpunkt gibt es einen Abstand, wo die Laserkonvergenz eng ist und einen sehr kleinen fokussierten Bereich beibehält. Dieser Abstand wird als Toleranz des Laserfokus bezeichnet. Warum brauchen Sie also Linsen mit unterschiedlichen Brennweiten? Sie müssen die Linse auswählen, die für Ihre Anwendung am besten geeignet ist. In der Abbildung zeige ich drei Linsen, die unterschiedliche Brennweiten aufweisen, und Sie werden sehen, wie sich dies auf die Eigenschaften des konvergierten Laserstrahls auswirkt. Ich werde diese als 2", 3" und 4" Brennweite zeigen. Sie sehen, dass die Konvergenz bei 3" etwas geringer ist als bei 2" und die 4"-Konvergenz etwas geringer als die 3"-Konvergenz, aber das ist nicht der wichtigste Aspekt der Brennweiten. Die Anwendung unterschiedlicher Brennweiten hat mehr mit der Fokustoleranz als mit der Brennweite zu tun. Die Brennweite ist eigentlich ein unerwünschter Aspekt der Linse, da sie eine Maschine erfordert, die in der Höhe verstellbar ist und das Werkstück weit genug (oder nah genug) an der Laserlinse sein muss. Sie werden in der Abbildung sehen, dass die Fokustoleranz mit der Linse länger wird, die eine längere Brennweite hat, weil der Konvergenzabstand eine längere Spanne hat und allmählicher zusammenläuft. Wenn die Brennweite ein Problem verursacht, bei dem Ihre Maschine nicht die ausreichende Tiefe hat, damit der fokussierte Teil das Werkstück richtig trifft, können modifizierte Düsen erworben werden. Die Toleranz der 2"-Brennweitenlinse ist kurz und liefert den kleinsten Punktbrand oder die engste Schnittfuge. Dies ist besonders gut für die Fotogravur und das Laserschneiden dünner Materialien in einem einzigen Durchgang. Im Extremfall hat die 4"-Brennweitenlinse die größte fokussierte Toleranzlänge und eignet sich am besten zum Schneiden dickerer Materialien und ist nicht am besten für die Fotogravur geeignet; das Gravieren von Schriftzügen auf der Oberfläche des Werkstücks ist jedoch für die meisten Anwendungen ausreichend. Die 4"-Brennweite ist schwieriger, den tatsächlichen Fokusabstand von der Düse zu bestimmen. Die Schrägtechnik zur Bestimmung des Fokus der Linse ist eine Technik, die sich bei uns bewährt hat, bei der ein Werkstück in der Maschine aufgestellt wird und die Maschine eine Linie entlang dieses schrägen Werkstücks brennt, wobei der Brand den Bereich der Strahlbreiten entlang dieser Brandlinie zeigt. Dies ermöglicht es Ihnen, den am stärksten fokussierten Teil zu finden und den Toleranzbereich zu bestimmen. Der Toleranzbereich kann markiert werden und der Mittelpunkt dieses Toleranzbereichs ist der am besten fokussierte Teil des Strahls. Ich hoffe, dies hat Ihr Verständnis der Optik von Laserschneidern und -gravierern verbessert. Denken Sie daran, die Materialien zu recherchieren, die Sie lasern möchten, um sicherzustellen, dass die Dämpfe des Laserns Ihnen oder der Maschine keinen Schaden zufügen.